


")
")
B8 - Grinding Strategies (funding period 2)
Grinding stratgies for local and stress orientated subsurface-modification of sheet-bulk metal forming tools
Project Status: finished
Last Update: 23.01.2017
Members
- Prof. Dr.-Ing. Berend Denkena
- Prof. Dr.-Ing. Berend Denkena
- Dipl.-Ing. Henning Lucas (until 31.07.2019)
- Dipl.-Ing. Leif Behrens (until 31.07.2013)
Proposer
Head of Project
Researcher
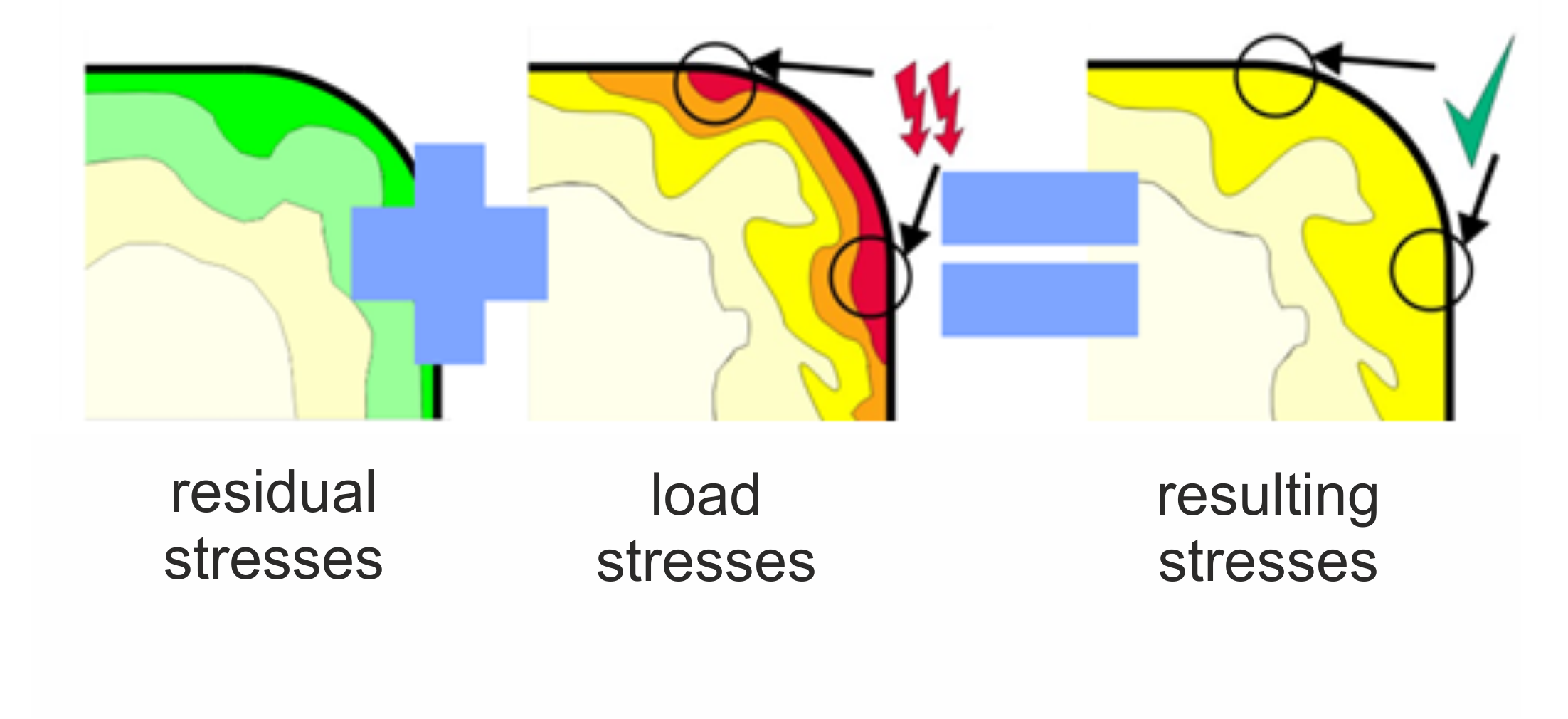
The sheet-bulk metal forming process is generally accompanied by simultaneous biaxial and tryaxial states of stress and deformations therefore, locally varying tensile and compressive stresses occur in the forming tool itself. These stresses in combination with residual stresses in the sub-surface zone from manufacturing may cause fatigue of functionally relevant components and consequently lead to a tool failure. Tool grinding is considered as one of the key processing steps influencing quality in the value chain of tool manufacturing. The grinding process is able to affect the properties of the sub-surface zone and therefore the tool life. Thus, the objective of this sub-project is to increase process reliability and/or life span of forming tools for the sheet-bulk metal forming process by defining technical abrasive properties and inducing locally defined residual stresses.
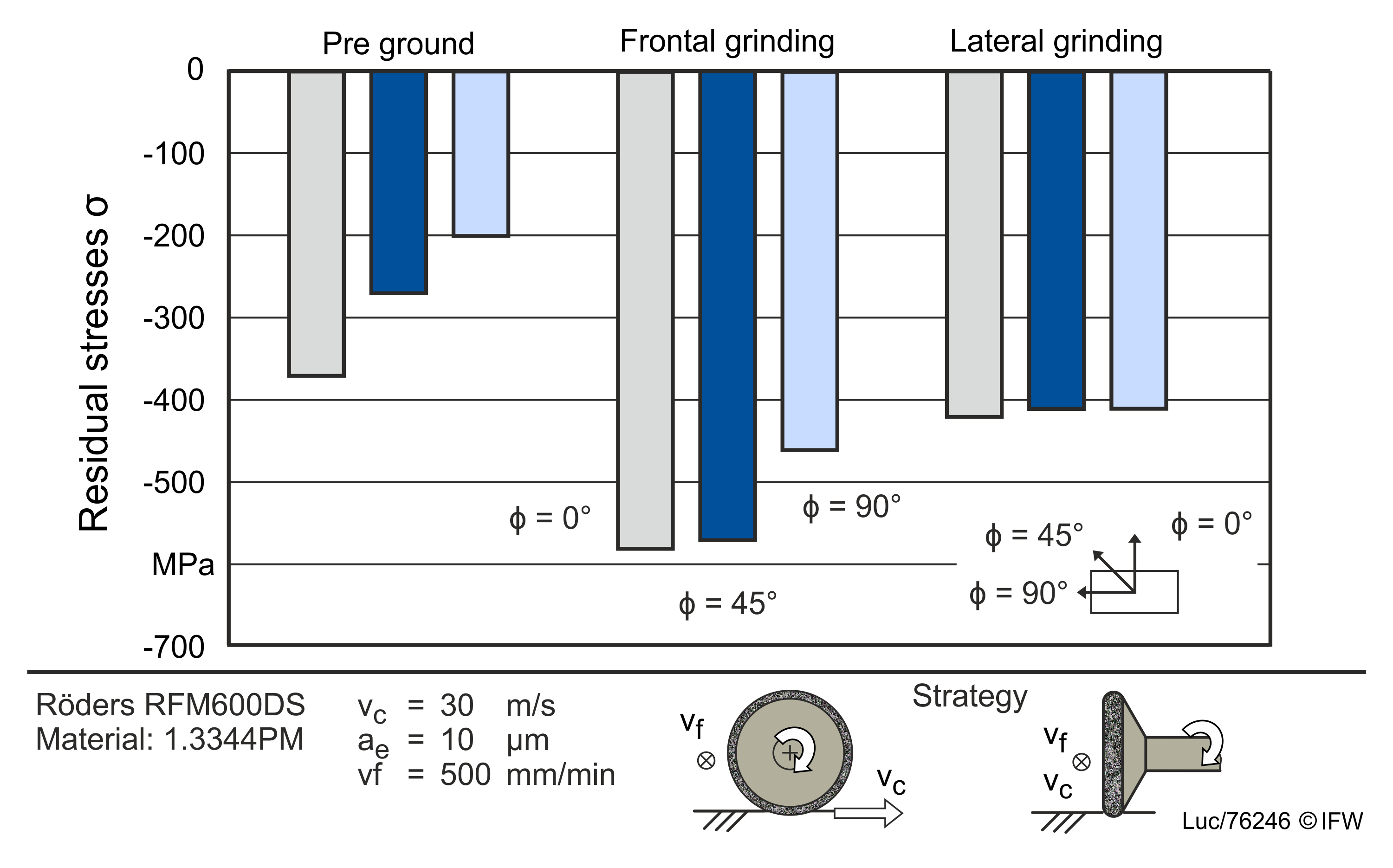
The shape grinding of the bulk-sheet metal forming tools is done by means of toric grinding pins. When grinding with toric grinding pins two processing strategies can be distinguished, frontal and lateral grinding. Frontal grinding is described as a process where feed and cutting direction are transverse to each other. In lateral grinding the feed and cutting direction are parallel. Figure 2 shows the effects of the two strategies on the residual stresses in the sub-surface zone. Both grinding processes increase the already induced compressive stresses from the conventional surface grinding process. Depending on the strategy and the process parameters during grinding with toric grinding tools, not only the absolute value of the residual stresses, but also the direction of the principal stresses change. The frontal grinding strategy tend to induce higher compressive stresses than the lateral grinding strategy. The knowledge of these relationships allows local adjustment of the grinding strategies to create the desired residual stress state. For this purpose, TP B8 cooperates with the forming subprojects A1, A2 and A4, which provide information about the load stresses and required surface qualities for sheet-bulk metal forming processes as guidelines to optimize the tool.
In addition, studying the evolution of the residual stresses in the sub-surface zone for all surface -creating manufacturing steps is another main research focus. The different manufacturing processes investigated in TR73 for coating and surface structuring, also induce residual stresses in the tool sub-surface zone. In cooperation with the subprojects B2, B3, B4 and B5 these residual stresses are examined throughout the entire tool manufacturing process. Ultimate goal is to be able to design the complete manufacturing chain in that way, that the desired residual stresses are induce into the sub-surface zone of the finished tool.
Working Groups
Publications
2016
- Denkena, B.; Grove, T.; Lucas, H.; Tillmann, W.; Stangier, D.: Influence of PVD-coating manufacturing steps on the subsurface integrity of hardened and soft AISI M3:2 high speed steel. In: Bobzin, K.; Bouzakis, K.-D.; Denkena, B.; Maier, H.J.; Merklein, M. (Edt.): Proceedings THE "A" Coatings, (2016), PZH Verlag, pp. 23-30
- Denkena, B.; Grove, T.; Lucas, H.: Influences of Grinding with Toric CBN Grinding Tools on Surface and Subsurface of 1.3344 PM Steel. In: Journal of Materials Processing Technology, 229(2016), pp. 541-548
- Tillmann, W.; Stangier, D.; Denkena, B.; Grove, T.; Lucas, H.: Influence of PVD-coating technology and pretreatments on residual stresses for sheet-bulk metal forming tools. In: Special Issue: Production Engineering, 10(2016)1, Springer, pp. 17-24
- Löffler, M.; Engel, U.; Schulte, R.; Gröbel, D.; Krebs, E.; Freiburg, D.; Biermann, D.; Stangier, D.; Tillmann, W.; Weikert, T.; Wartzack, S.; Tremmel, S.; Lucas, H.; Denkena, B.; Merklein, M.: Tribological measures for controlling material flow in sheet-bulk metal forming. In: Production Engineering, 10(2016), pp. 459-470
2015
- Behrens, B.; Hübner, S.; Vucetic, M.; Koch, S.; Denkena, B.; Grove, T.; Lucas, H.; Tillmann, W.; Stangier, D.; Hausotte, T.; Loderer, A.: Prozessauslegung und Untersuchung von geschliffenen und CrAlN / CrAlCN-beschichteten Werkzeugoberflächen mittels schwingungsüberlagertem Flachstauchversuch für die Blechmassivumformung. In: Tekkaya, A. E.; Liewald, M.; Merklein, M.; Behrens, B.-A (Edt.): Tagungsband zum 18. Workshop Simulation in der Umformtechnik & 3. Industriekolloquium Blechmassivumformung 2015 - DFG Transregio 73, (2015), Aachen: Shaker Verlag, pp. 173 - 192
- Lucas, H.; Denkena, B.; Grove, T.; Krebs, E.; Kersting, P.; Freiburg, D.; Biermann, D.: Analysis of Residual Stress States of Structured Surfaces Manufactured by High-Feed and Micromilling. In: HTM Journal of Heat Treatment and Materials, 70(2015)4, pp. 183-189
2014
- Denkena, B.; Grove, T.; Lucas, H.: Interaction of Load and Residual Stresses in Sintered 1.3344 High Speed Steel. In: Advanced Materials Research, 1018(2014), pp. 145-152
2013
- Vierzigmann, U.; Schneider, T.; Koch, J.; Merklein, M.; Engel, U.; Hense, R.; Biermann, D.; Krebs, E.; Kersting, P.; Lucas, H.; Denkena, B.; Herper, J.; Tillmann, W.; Stangier, D.: Untersuchungen von Tailored Surfaces für die Blechmassivumformung mittels angepasstem Ringstauchversuch. In: Merklein, M.; Behrens, B. A., Tekkaya, A. E. (Edt.): 2. Workshop Blechmassivumformung, (2013), Bamberg: Meisenbach, pp. 137-162
Presentations
2016
- 31.03.2016: Denkena, B.; Grove, T.; Lucas, H.; Tillmann, W.; Stangier, D.: Influence of PVD-coating manufacturing steps on the subsurface integrity of hardened and soft AISI M3:2 high speed steel, Hannover
2013
- 13.11.2013: Koch, J.: Untersuchung von Tailored Surfaces für die Blechmassivumformung mittels angepasstem Ringstauchversuch, Erlangen

