


")
")
B3 - Surface Structures
Generation of Predetermined Surface Structures by Simulation based Process and Tool Design when Milling Free-Formed Surfaces
Project Status: finished
Last Update: 02.10.2020
Members
- Prof. Dr.-Ing. Dirk Biermann (until 31.03.2021)
- Prof. Dr.-Ing. Dirk Biermann (until 31.03.2021)
- M.Sc. Jonas Baumann (until 30.12.2020)
Proposer
Head of Project
Researcher
In the CRC/Transregio 73 the manufacturing of complex functional components with secondary elements made from thin sheets is investigated. This forming process is classified as Sheet-Bulk Metal Forming (SBMF). Manufacturing the forming tools required by SBMF represents an enormous challenge for the micromilling processes used in this task. Especially the mechanisms of hard machining have not yet been examined in detail to manufacture filigree structures from materials of high hardness. The latter and the five-axis machining process, which is required due to technological and efficiency reasons, demand fundamental knowledge of the process. This knowledge is attained in this subproject B2 to achieve a reliable and efficient control of the micromilling process and to manufacture suitable and highly precise complex dies having filigree structures for SBMF. Therefore, the milling of parts having high aspect ratios in combination with the material properties, especially the high hardness, is analysed for a cold-working steel (1.2379), powder and smelted metallurgical produced high-speed steel (1.3344 and 1.3343) with a hardness > 60 HRC. Process parameters and machining strategies are developed, which allow the milling of dies with filigree structures at the same quality level as it is achievable for macroscopic dies nowadays. Further, the SBMF tools require a design which supports the form filling for the secondary form elements. This can be achieved by a material flow control, based on a tool-sided structuring of the surface by micromilling.
The milling of the geometrically complex, filigree secondary elements of the dies demands, among other things, the manufacturing of toothings with radii of R < 0.2 mm by small micromilling tools of d ≤ 1 mm. The application of these small tools and the resulting downscaling of the milling process from the macro to the micro range requires a comprehensive adaptation of the machining process. Especially the strong tool wear and the high tool deflection can have a stronger influence on the process reliability and process accuracy than it is commonly known from the macro range.
In milling processes with small tool diameters, the tool deflection and the resulting dimensional deviations are an important issue as well. Because of their low stiffness, the tools show a low resistance to the applied torques and forces. Especially for the machining of the hard materials described above, up to six times higher cutting forces are expected in comparison to micromilling of titanium alloys or stainless steels, resulting in large deflections. In this context, the magnitude of the tool deflection has to be determined for the machining of simple structures and for five-axis machining of geometries that are more complex as well. In a subsequent step, these investigations are extended to the machining of free-formed surfaces. To produce filigree structures with high aspect ratios, five-axis micromilling strategies, which have not been studied extensively so far, are used. The dynamic properties of the appropriate five-axis machine tool are very important with regard to the overall machining quality. For instance, the rotational axes of the machine tools feature a lower accuracy than the linear axes. Furthermore, because of their low motion speed and acceleration capabilities, the rotational axes are often not able to meet the programmed feed rates. For this reason, five-axis milling strategies, which take into account these inadequacies, are developed in this project.
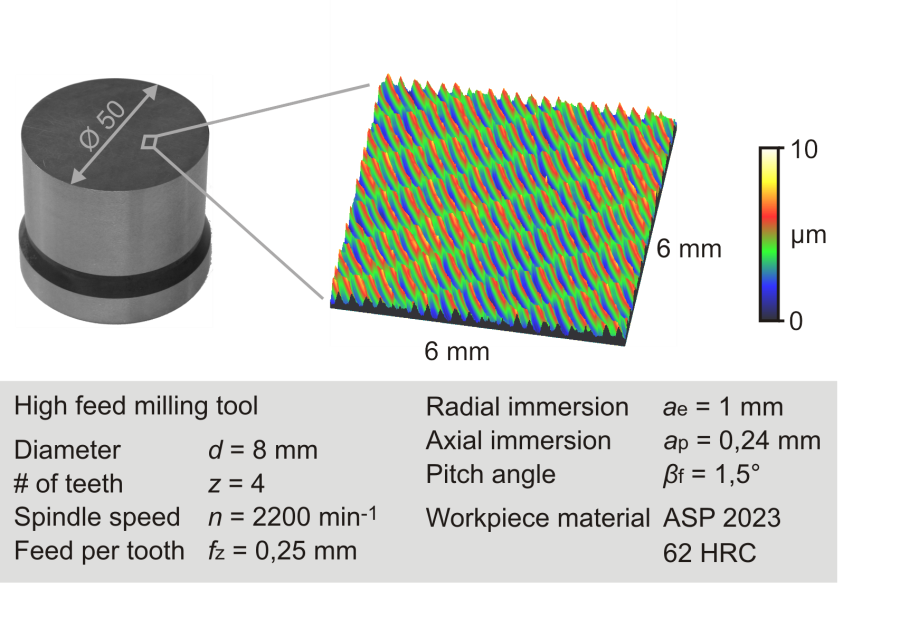
B2 also focuses on the development and production of surface structures. Their design is based on the kinematics of micromilling (technological structures) and on bionically-inspired structures. For the manufacturing process, influencing variables have to be analysed and suitable process boundary conditions must be defined. Due to the high number of microstructural elements on surfaces of just a few millimetres in size, the calculation of NC paths within the common CAD/CAM process chain is no longer effective (> 6,000 structure elements). Therefore, new repetitive approaches to generate machining programmes are developed. Furthermore, a simulation-based process design is developed in order to achieve a higher degree of applicability.
Publications
2020
- Tillmann, W.; Stangier, D.; Hagen, L.; Biermann, D.; Freiburg, D.; , .: Tribological investigation of surface structures processed by high-feed milling in HVOF sprayed WC-12Co coatings. In: Surface & Coatings Technology, 395(2020), pp. 125945
- Behrens, B.; Tillmann, W.; Biermann, D.; Hübner, S.; Stangier, D.; Freiburg, D.; , .; Koch, S.; Rosenbusch, D.; , .: Influence of Tailored Surfaces and Superimposed-Oscillation on Sheet-Bulk Metal Forming Operations. In: Journal of Manufacturing Materials Processing, 4(2020), pp. 41
2019
- Löffler, M.; Schulte, R.; Freiburg, D.; Biermann, D.; Stangier, D.; Tillmann, W.; Merklein, M.: Control of the Material flow in sheet-bulk metal forming using modifications of the tool surface. In: International Journal of Material Forming, 12(2019), pp. 17-26
- Freiburg, D.; Aßmuth, R.; Garcia Carballo, R.; Biermann, D.; Henneberg, J.; Merklein, M.: Adaption of tool surface for sheet-bulk metal forming by means of pressurized air wet abrasive jet machining. In: Production Enginieering, 13(2019), pp. 71-77
- Freiburg, D.: Hochvorschubfräsen zur Strukturierung von Werkzeugoberflächen für die Blechmassivumformung. In: Prof. Dr.-Ing. Prof. h.c. Dirk Biermann (Edt.): Dissertation Freiburg, D., 1(2019)1, Essen: Vulkan Verlag GmbH, published
2017
- Freiburg, D.; Löffler, M.; Merklein, M.; Biermann, D.: Surface structuring of forming tool surfaces by high feed milling. In: WGP Jahreskongress, (2017), published
Presentations
2019
- 10.04.2019: Freiburg, D.: Oberflächenstrukturen in der spanenden Fertigung, DGM Fortbildungsseminar Moderne Hochleistungswerkstoffe spanend bearbeiten, Dortmund
2018
- 17.09.2018: Freiburg, D.: Simulationsbasierte Werkzeugentwicklung zur Oberflächenstrukturierung von Werkzeugen der Blechmassivumformung, Metal Forming, Toyohashi, Japan
2017
- 05.04.2017: Freiburg, D.: Oberflächenstrukturierung in der Spanenden Fertigung, DGM Fortbildungsseminar Moderne Hochleistungswerkstoffe spanend bearbeiten, Dortmund
- 06.10.2017: Freiburg, D.: Oberflächenstrukturierung von Umformwerkzeugen mittels Hochvorschubfräsen, 7. WGP-Jahreskongress, Aachen
2014
- 25.06.2014: Freiburg, D.: Entwicklung und Analyse von Oberflächenstrukturen zur Transplantation von thermisch gespritzten Schichten, Procedia CIRP, HPC, Berkeley

