


")
")
B8 - Grinding Strategies
Grinding Strategies for Local and Stress Orientated Subsurface-modification of Sheet-Bulk Metal Forming Tools
Project Status: finished
Last Update: 19.10.2020
Members
- Prof. Dr.-Ing. Berend Denkena
- Prof. Dr.-Ing. Berend Denkena
- M. Sc. Michael Keitel
- Dipl.-Ing. Henning Lucas (until 31.07.2019)
Proposer
Head of Project
Researcher
During the sheet-bulk metal forming (SBMF) process, the forming tool is under locally varying tensile and compressive loads. In superposition with these load stresses, the residual stresses in the subsurface of the tool caused by manufacturing can promote or delay fatigue of functionalized parts of the tool. Especially for the SBMF a local optimization of the residual stresses in the subsurface is essential to endure the high loads and therefore the design of a reliable SBMF-process. The grinding process is one of the last and quality determining manufacturing steps and can be used to achieve a specific residual stresses state tailored to endure the stress conditions in the metal forming process. The target of this subproject is a significant increase of durability of the sheet-bulk metal forming tool through locally optimized residual stresses and thus guarantee the reliability of the sheet-bulk metal forming process.
The basic correlations between the grinding process and the residual stresses in the subsurface were the focus of the research at the first phase of the project (second application phase of the TCRC). The three main parameters influencing the residual stresses were found and an empirical model was derived. This can be used to induce a desired residual stress profile through the grinding process. The main target of the third funding period is to develop all necessary scientific data to ensure process reliability of the manufacturing and regeneration of the sheet-bulk metal forming tool with optimized subsurface properties.
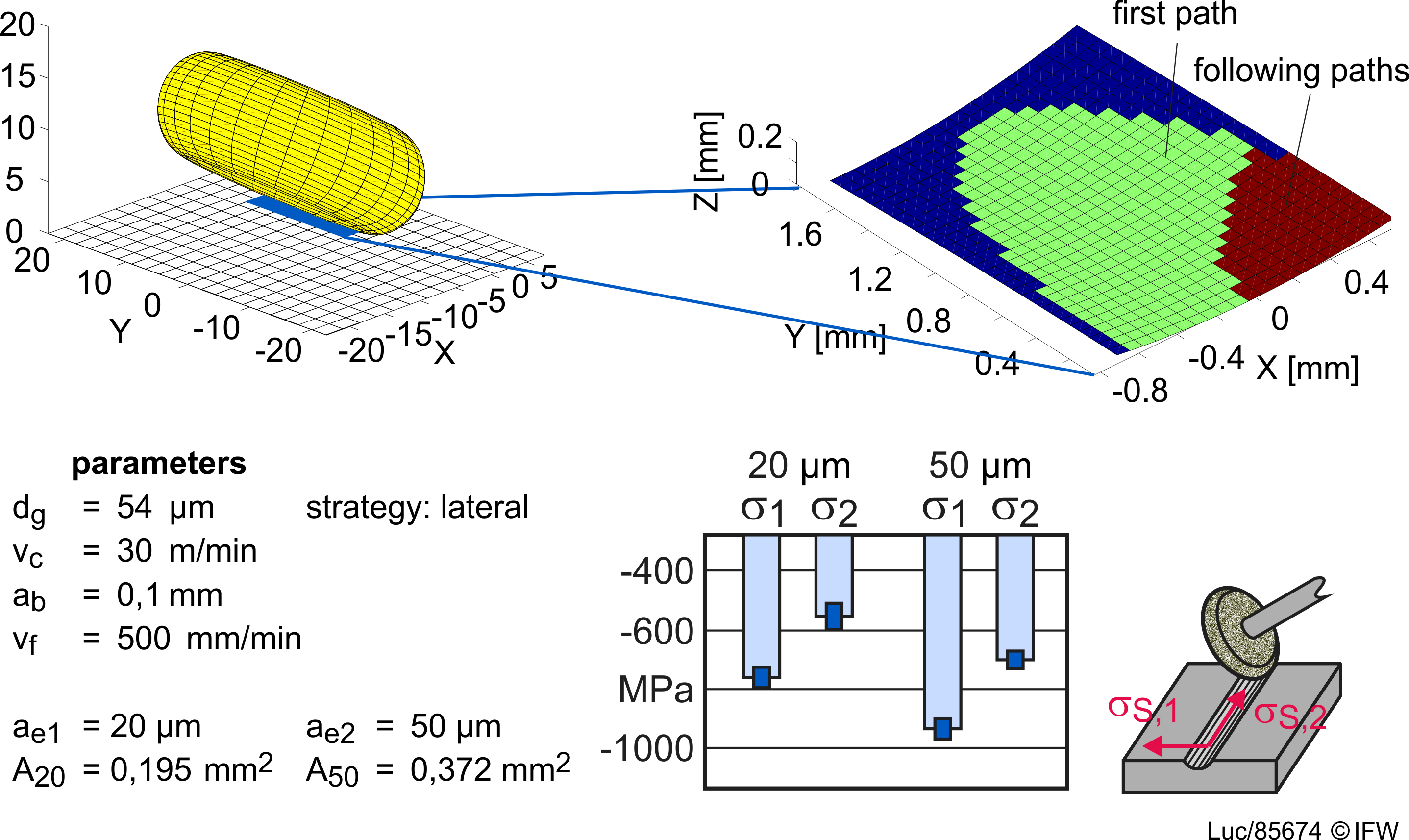
Therefore, the following insights have to be acquired: As first sub-target the influence of the contact zone between the grinding tool and the workpiece has to be clarified. The contact zone varies depending on path distance, feed and angle of attack of the toric tool and has to be considered for the manufacturing of the workpiece. The second sub-target is to research the formation of subsurface transition zones between two differently processed workpiece parts. The loads of the metal forming process do not change abruptly from one tool part to another. Because of that it is necessary to produce a continuous, locally load adjusted residual stress profile everywhere on the forming tool. Thirdly the process reliability of the grinding process has to be guaranteed. To achieve this, production related variability and the wear behavior of the grinding tools will be investigated to develop appropriated dressing strategies to compensate this behavior. The fourth sub-target is an adjustment of the manufacturing process taking the effect of reinforcements of the SBMF-tools into consideration. The preload of the reinforcement changes the subsurface stress state, which will result in interactions with the manufacturing process. These interactions will be analyzed and the manufacturing strategies correspondingly adjusted. After reaching all these four sub-targets all findings will be combined in the fifth sub-target and used for a computer-aided path planning for locally adjusted subsurface optimization. For the manufacturing of complex geometries, like in SBMF, a computer-aided path planning is absolutely essential. The path planning has to consider the required local residual stress state and adjust process parameters accordingly. The last sub-target is the adjustment of the grinding strategies as a regeneration measure for worn and coated tool components. The hard coating has to be removed and optimized subsurface properties have to be reestablished in the substrate before it can be recoated. To minimize the amount of material removal, the grinding strategy has to be based on the load history of the tool.
Working Groups
Publications
2021
- Denkena, B.; Krödel-Worbes, A.; Keitel, M.; Wolters, P.: Influence of dressing strategy on tool wear and performance behavior in grinding of forming tools with toric grinding pins. In: Production Engineering, (2021), pp. 1-10
- Keitel, M.; Denkena, B.; Krödel-Worbes, A.: Grinding Strategies for Local and Stress Orientated Subsurface Modification of Sheet-Bulk Metal Forming Tools. In: M. Merklein, A.E. Tekkaya, B.-A. Behrens (Edt.): Sheet Bulk Metal Forming - Research Results of the TCRC73, (2021), Springer Nature Switzerland AG, pp. 286-306
2020
- Denkena, B.; Breidenstein, B.; Lucas, H.; Keitel, M.; Tillmann, W.; Stangier, D.: Influence of Residual Stresses in heat-treated High-Speed Steels on the Adhesion of CrAlN Coatings. In: Journal of Heat Treatment and Materials, 75(2020), pp. 163-176
- Denkena, B.; Krödel-Worbes, A.; Keitel, M.: Schleifstrategien zur lokalen, belastungsorientierten Randzonenmodifikation von Blechmassivumformwerkzeugen. In: Bernd-Arno Behrens (Edt.): Aktuelle Entwicklungen im Bereich der Umformtechnik - 23. Umformtechnisches Kolloquium Hannover 04. und 05. März 2020, (2020), Hannover: TEWISS, pp. 180-181
2019
- Denkena, B.; Grove, T.; Wolters, P.; Lucas, H.: Werkzeugstandzeiten durch Formschleifen verbessern. In: MM Maschinenmarkt, 7(2019), pp. 48-53
- Henneberg, J.; Lucas, H.; Denkena, B.; Merklein, M.: Investigation on the Tribological Behavior of Tool-sided Tailored Surfaces for Controlling the Material Flow in Sheet-Bulk Metal Forming. In: AIP Conference Proceedings 2113 (Edt.): Proceedings of the 22nd International ESAFORM Conference on Material Forming, (2019), pp. 1-6
- Lucas, H.; Denkena, B.; Grove, T.: Funktionalisierung von Randzonen - Potentiale für die Blechmassivumformung. In: M. Merklein, B.-A. Behrens, A. E. Tekkaya (Edt.): 4. Workshop Blechmassivumformung: Umformtechnische Herstellung von komplexen Funktionsbauteilen mit Nebenformelementen aus Feinblechen, (2019), Erlangen: FAU University Press, pp. 111-129
2018
- Grove, T.; Lucas, H.; Denkena, B.: Residual stresses in grinding of forming tools with toric grinding pins. In: Procedia CIRP, 71(2018), pp. 354-357

