


")
")
B4 - DLC coatings for forming tools (funding period 1)
Tribological DLC coatings in combination with surface texturing for forming tools to increase lifetime and to improve process quality
Project Status: finished
Last Update: 11.07.2012
Members
- Prof. Dr.-Ing. Harald Meerkamm (until 31.12.2020)
- Prof. Dr.-Ing. Kristin Paetzold (until 01.04.2010)
- Prof. Dr.-Ing. Harald Meerkamm (until 31.12.2020)
- Prof. Dr.-Ing. Kristin Paetzold (until 01.04.2010)
- Prof. Dr.-Ing. Stephan Tremmel (until 31.03.2021)
- Prof. Dr.-Ing. Sandro Wartzack (until 31.03.2021)
- Dr.-Ing. Edgar Schulz (until 30.06.2009)
- Dr.-Ing. Harald Hetzner (until 31.08.2013)
Proposer
Head of Project
Researcher
Contemporary forming tools are subjected to high tribological, mechanical and thermal loads. By the tendency to use higher-strength workpiece materials and to produce more complex shaped parts, these loads are further increased. Inter alias subproject B4 aims at a contribution to the adjustment of friction in forming processes and the lifetime of the tools. For this, two generally promising surface modifications, namely carbon based PVD/PACVD coatings and laser texturing (Fig. 1), are combined in a synergetic manner. This comprises the development of novel coatings respectively the optimization of known coatings, the development of suitable surface textures and the development of an applicable process that combines the two surface treatments. Further, fundamental consideration regarding the systematic development and choice of coatings for forming tools are made. Important accompanying measures for the development of the coatings are the computer-aided simulation of the respective tribological contact under load as well as model experiments.
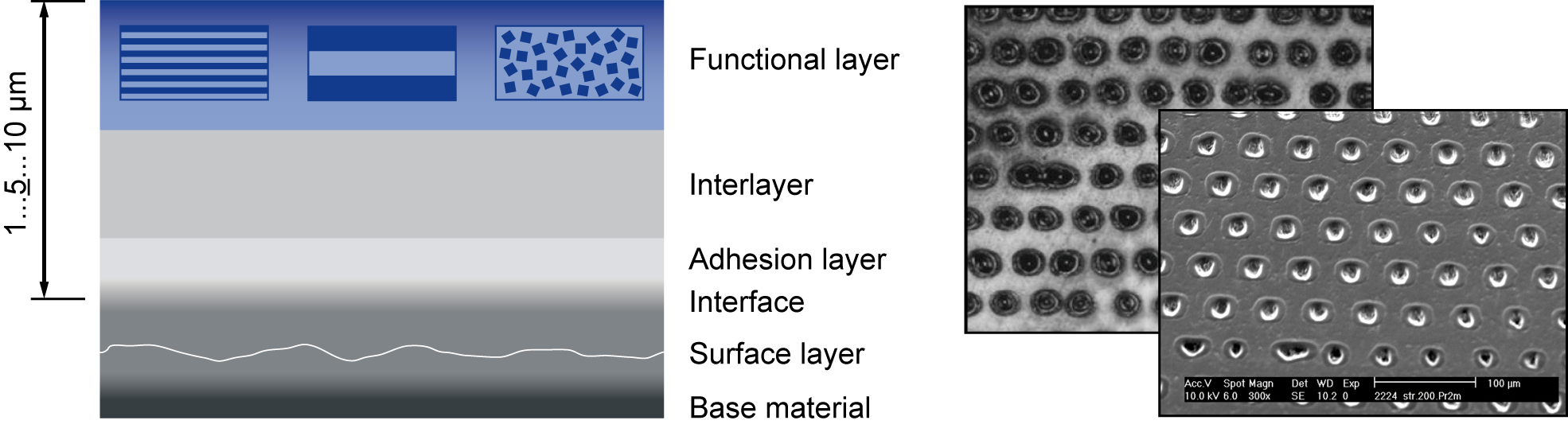
Fig. 1: Typcial schematic design of a carbon based coating (left) and LM-micrographs of laser textured surfaces (right).
For the development of coatings and other tribological measures, a number of relevant requirements can already be obtained during the early stages of tool and process layout. With the objective of enabling a systematic approach in mind, the methodology of the tribology-oriented system analysis was developed (Fig. 2). By analysing different quantitative (e.g. contact pressure, relative sliding speed) and quantitative (expected wear and damage mechanisms) parameters, based on simulation data and expert knowledge, the active surfaces of the forming tools can be partitioned into zones that will necessitate different tribological measures in order to entirely fulfil the requirements. The functionality of this methodology was shown by applying it to the tools and processes of TCRC 73. Using the derived requirements list, primarily metal-modified hydrogenated amorphous carbon coatings, particularly tungsten-modified variants (a-C:H:W), and secondarily pure hydrogenated amorphous carbon coatings were selected from the large group of DLC coatings, to be used as functional coating layer.
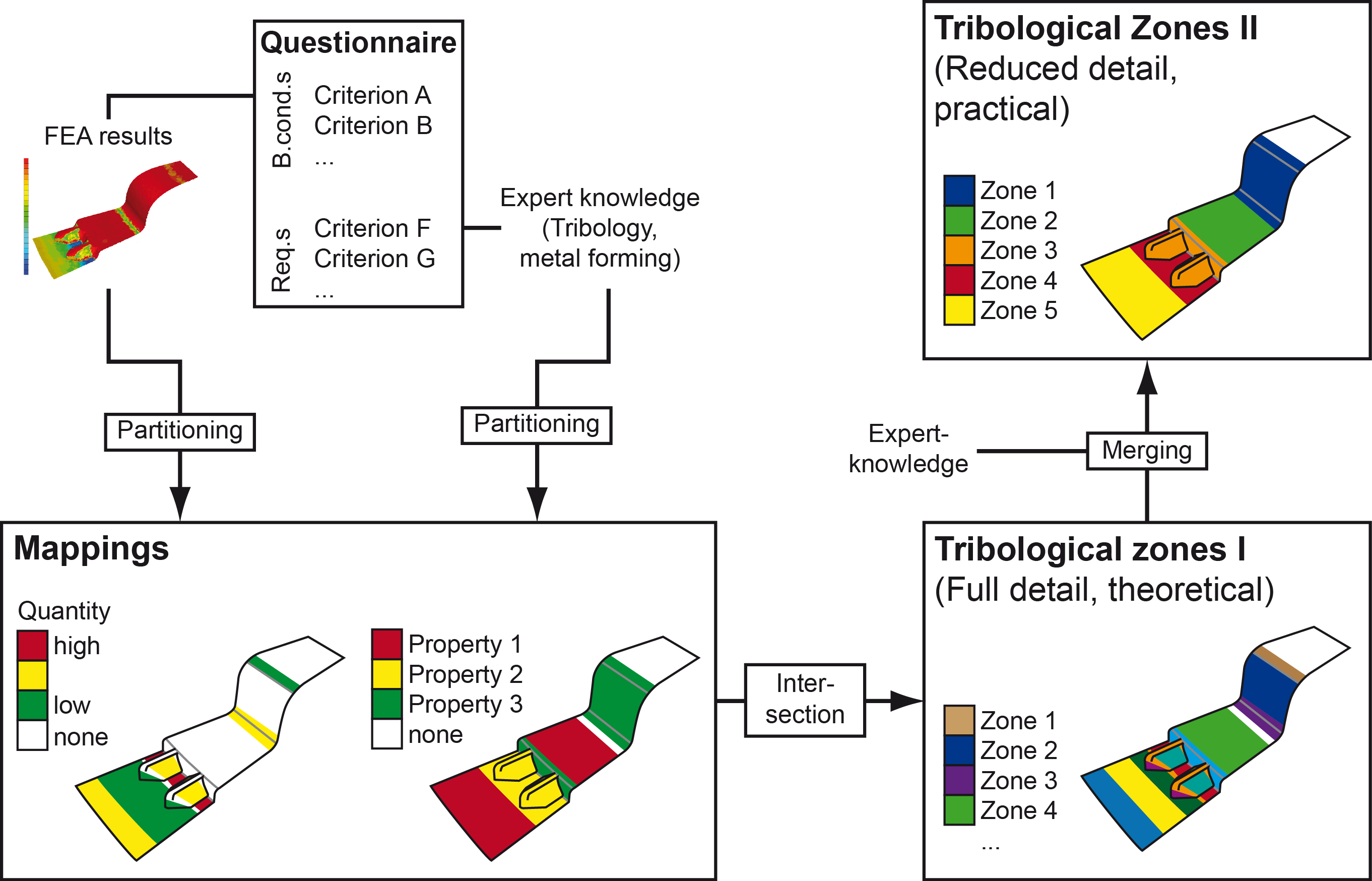
Fig. 2: Methodology of tribology-oriented system analysis for the targeted survey of requirements with respect to surface technology during the early stages of the tool and process layout.
Since, up to now, there is only little knowledge available concerning the tribological-mechanical behaviour of amorphous carbon coatings in highly loaded dry sliding against steels, a comprehensive comparative study of an a-C:H and an a-C:H:W based coating-substrate-system was carried out using the load-scanning test rig (Fig. 3) provided by the DFG in the course of TCRC 73.
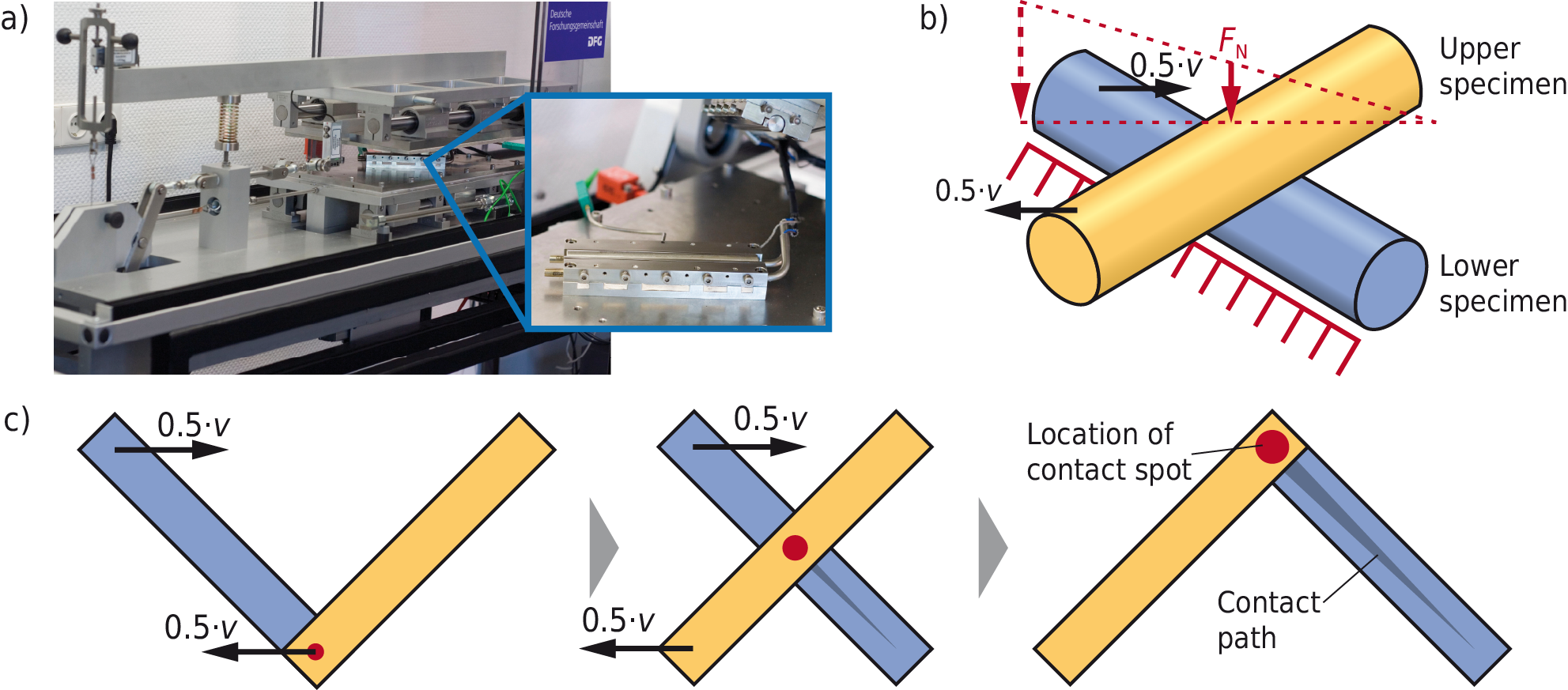
Fig. 3: Load-scanning test rig “Load Scanner TE69” from Phoenix Tribology Ltd. (a), schematic of the test setup (b) and kinematics of the test method (c).
Using scanning electron microscopy and targeted preparation by means of focused ion beam (FIB), the progression of wear and damage was systematically analysed in dependence of the contact stresses and the number of load cycles. As shown in Fig. 4, during running-in of the DLC coatings (which are usually known for their low affinity to adhesive wear), adhesive transfer of small steel flakes of a few micrometres in size is observed beforehand mechanical failure of the occurs. Only during following load cycles, the sites of adhering steel give rise to local stress concentrations, resulting in crack formation and propagation. The a-C:H:W based coating system turns out to be much more tolerant to damage. So, it is more highly stressable than the a-C:H based coating system which fails quickly mechanically by intensive crack formation.
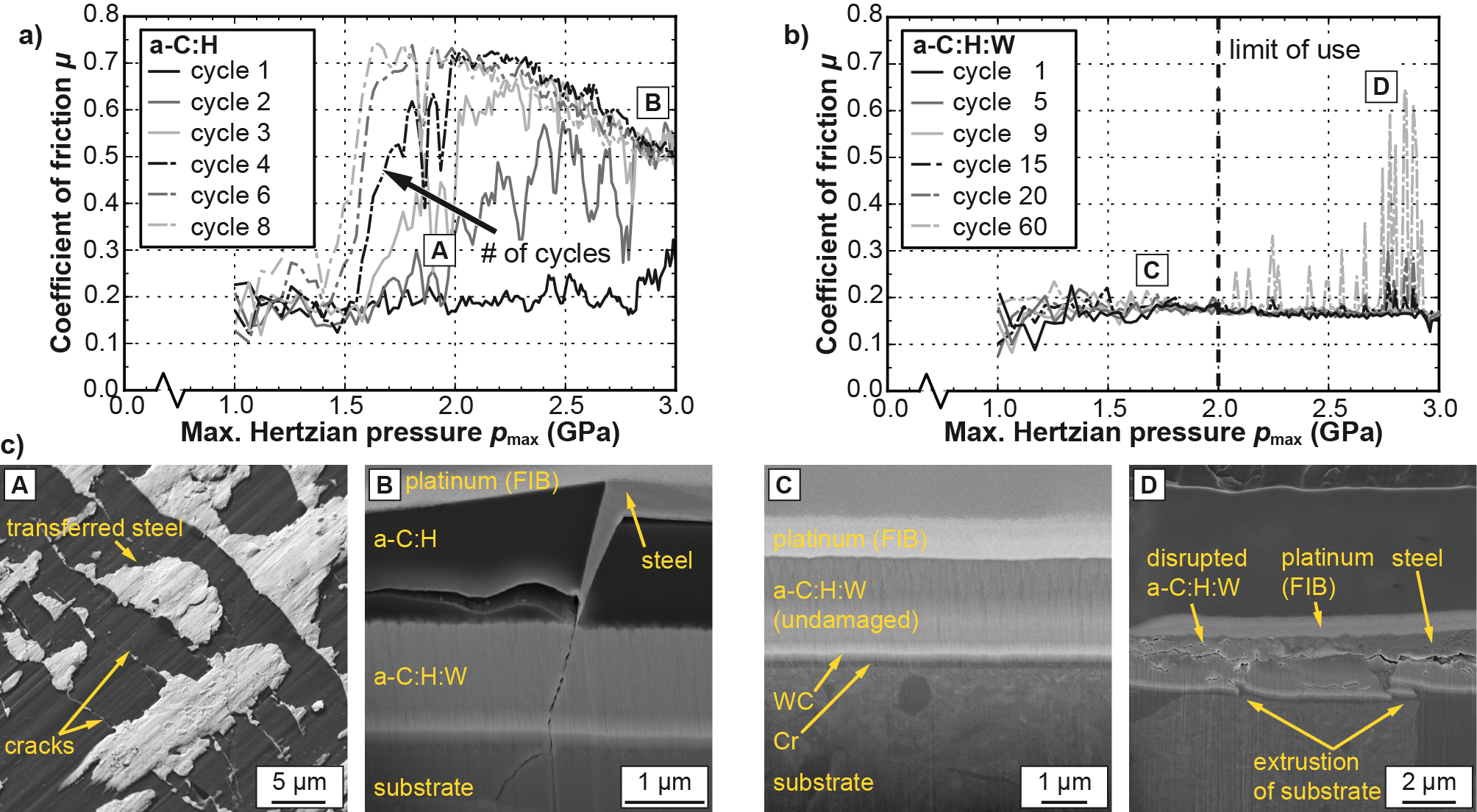
Fig. 4: Friction behaviour of an a-C:H based (a) and an a-C:H:W based coating system (b) in dry sliding against steel in load-scanning tests and examples of observed failure modes (c).
Due to the significantly better tribological-mechanical behaviour of a-C:H:W, which even as a standard coating system can sustain contact pressures of 2 GPa in dry sliding against steel, this DLC variant was chosen to be further developed for an application in sheet bulk metal forming. With a systematic coating development in mind, methods of classical statistical design of experiments, particularly factorial designs, were used. Since, in sheet bulk metal forming, an effective control of the material flow, a targeted adaption of local friction properties of the contact tool/workpiece is essential, it was evaluated in how far a-C:H:W based coating systems can contribute to this objective. As a result, it can be noted that the coefficient of friction in dry sliding against steel (100Cr6) can be varied in the range of 0.1 to 0.4; under full-lubrication with forming oil, the friction coefficient can be adjusted in the range of 0.05 to 0.11 (Fig. 5). The coatings also offer a good wear protection (dry: 0,03∙10-6 mm3/Nm ≤ k ≤ 1,50∙10-6 mm3/Nm; oil-lubrication: k ≤ 0,05∙10-6 mm3/Nm). With respect to dry friction a significant effect (level of significance α = 0,05) of the process parameters gas flow ratio Ar/C2H2 and process gas pressure as well as an interaction of 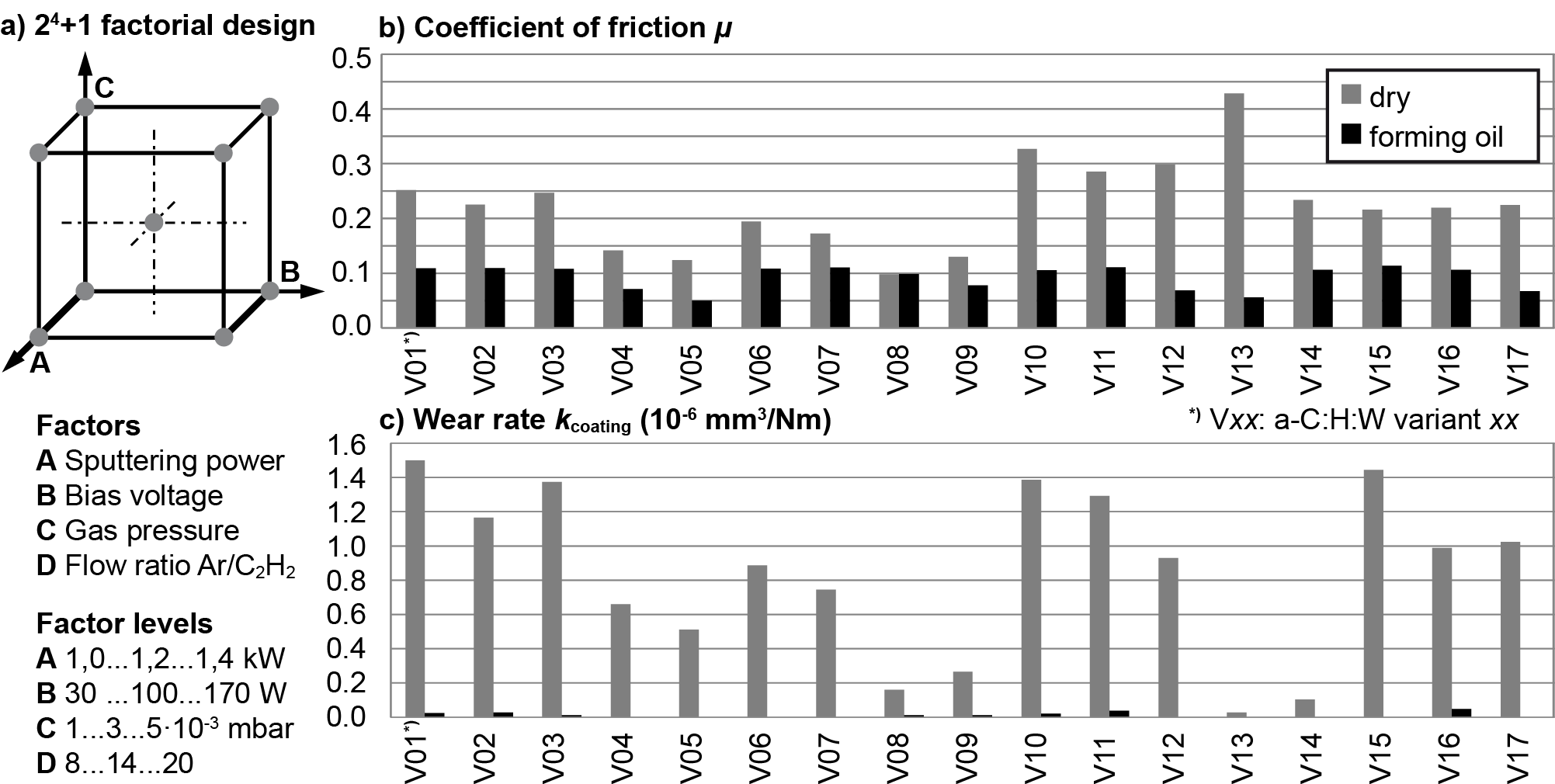 gas flow ratio and bias voltage was determined. Oil-lubricated friction is most significantly influenced by the bias voltage, but also by process gas pressure and sputtering power. Further results suggest that dry and oil-lubricated friction can be adjusted independently, at least in some portions of the expanded process window. Hence, a-C:H:W based coating systems are excellently suited to be used as tailored coatings for sheet bulk metal forming.
gas flow ratio and bias voltage was determined. Oil-lubricated friction is most significantly influenced by the bias voltage, but also by process gas pressure and sputtering power. Further results suggest that dry and oil-lubricated friction can be adjusted independently, at least in some portions of the expanded process window. Hence, a-C:H:W based coating systems are excellently suited to be used as tailored coatings for sheet bulk metal forming.
Fig. 5: Full factorial design for the deposition of a-C:H:W variants (a); coefficients of friction (b) and wear rates (c) obtained in ball-on-disk tests.
Working Groups
Publications
2016
- Löffler, M.; Engel, U.; Schulte, R.; Gröbel, D.; Krebs, E.; Freiburg, D.; Biermann, D.; Stangier, D.; Tillmann, W.; Weikert, T.; Wartzack, S.; Tremmel, S.; Lucas, H.; Denkena, B.; Merklein, M.: Tribological measures for controlling material flow in sheet-bulk metal forming. In: Production Engineering, 10(2016), pp. 459-470
2012
- Hetzner, H.; Tremmel, S.; Wartzack, S.: The Load-Scanning Test – Evaluation of a Universal Tribological Model Test in View of Sheet Bulk Metal Forming. In: Key Engineering Materials, 504(2012), doi:10.4028/www.scientific.net/KEM.504-506.981, pp. 981-986
- Hetzner, H.; Tremmel, S.; Wartzack, S.: Amorphous Carbon Coatings for Locally Adjusted Tribological Properties in Sheet Bulk Metal Forming. In: Key Engineering Materials, 504(2012), doi:10.4028/www.scientific.net/KEM.504-506.969, pp. 969-974
- Hetzner, H.; Tremmel, S.; Wartzack, S.: Failure mechanisms of a hydrogenated amorphous carbon coating in load-scanning tests. In: Surface and Coatings Technology, 206(2012)23, doi:10.1016/j.surfcoat.2012.05.077, pp. 4864-4871
- Häfner, T.; Reg, Y.; Hetzner, H.; Schmidt, M.: Microstructuring tools for sheet bulk metal forming - a designated application for picosecond laser. In: Proc. 13th International Symposium on Laser Precision Microfabrication, 12.-15. Juni 2012, (2012), Washington, USA, pp. 1-6
- Hetzner, H.; Tremmel, S.; Wartzack, S.: Failure mechanisms of a tungsten-modified hydrogenated amorphous carbon coating in load-scanning tests. In: Surface and Coatings Technology, 212(2012), doi:10.1016/j.surfcoat.2012.09.012, pp. 46-54
- Wartzack, S.; Hetzner, H.; Tremmel, S.: Amorphe Kohlenstoffschichten für die Blechmassivumformung. In: ZWF, 107(2012)11, pp. 793-794
- Hetzner, H.; Schaufler, J.; Pejic, G.; Tremmel, S.; Durst, K.; Wartzack, S.: Untersuchung des tribologisch-mechanischen Verhaltens amorpher Kohlenstoffschichten mittels Load Scanner. In: Materialwissenschaft und Werkstofftechnik, 43(2012), John Wiley & Sons, Ltd, pp. 226-233
2011
- Hetzner, H.; Koch, J.; Tremmel, S.; Wartzack, S.; Merklein, M.: Improved Sheet Bulk Metal Forming Processes by Local Adjustment of Tribological Properties. In: J. Manuf. Sci. Eng, 133(2011)6, pp. 061011
- Schaper, M.; Lizunkova, Y.; Vucetic, M.; Hetzner, H.; Opel, S.; Schneider, T.; Koch, J.; Plugge, B.: Sheet-bulk metal forming a new process for the production of sheet metal parts with functional components. In: Metallurgical and Mining Industry, 3(2011)7, pp. 53-58
- Hetzner, H.; Tillmann, W.; Tremmel, S.; Herper, J.: Tribologische Dünnschichten für die Blechmassivumformung. In: Merklein, M.; Bach, F.-W., Tekkaya, A.E. (Edt.): 1. Workshop Blechmassivumformung, (2011), Bamberg: Meisenbach, pp. 139-158
2010
- Wartzack, S.; Hetzner, H.; Röhner, S.: Sonderforschungsbereich/Transregio 'Blechmassivumformung' angelaufen(2010), Konstruktion 11/12-2010, pp. 52, 62
- Wartzack, S.; Hetzner, H.; Röhner, S.: Neuer Sonderforschungsbereich/Transregio angelaufen(2010), Bd. 105. ZWF 9 (2010), pp. 762
Presentations
2012
- 14.03.2012: Hetzner, H.; Tremmel, S.; Wartzack, S.: The Load-Scanning Test – Evaluation of a Universal Tribological Model Test in View of Sheet Bulk Metal Forming, ESAFORM 2012, Erlangen
- 14.03.2012: Hetzner, H.; Tremmel, S.; Wartzack, S.: Amorphous Carbon Coatings for Locally Adjusted Tribological Properties in Sheet Bulk Metal Forming, ESAFORM 2012, Erlangen
- 25.04.2012: Hetzner, H.; Tremmel, S.; Wartzack, S.: Tungsten-modified hydrogenated amorphous carbon coatings providing tailored friction properties, ICMCTF 2012, San Diego, Kalifornien, USA
2011
- 05.05.2011: Hetzner, H.; Tremmel, S.; Wartzack, S.: Schaufler, J.; Durst, K.: Microstructural Analysis of the Failure Mechanisms of Amorphous Carbon Coating Systems in Load-Scanning Tests, ICMCTF 2011, San Diego, Kalifornien, USA
- 13.10.2011: Hetzner, H.; Tillmann, W.; Tremmel, S.; Herper, J.: Tribologische Dünnschichten für die Blechmassivumformung, 1. Workshop Blechmassivumformung, Erlangen, Germany
- 28.10.2011: Hetzner, H.; Tremmel, S.; Wartzack, S.: Development of a-C:H:W coatings using factorial design, Friction, Wear and Wear Protection, Karlsuhe

