


")
")
A7 - Dynamische Prozesskräfte (Förderperiode 2)
Verbesserung von kombinierten Scherschneid- und Ziehprozessen durch Aufbringen dynamischer Prozesskräfte im Krafthauptfluss der Maschine
Projektstatus: abgeschlossen
Letztes Update: 23.01.2017
Mitglieder
- Prof. Dr.-Ing. Bernd-Arno Behrens (bis 31.03.2021)
- Prof. Dr.-Ing. Bernd-Arno Behrens (bis 31.03.2021)
- Dipl.-Ing. Sergej Koch (bis 31.12.2016)
- Dr.-Ing. Andreas Klassen (bis 30.04.2015)
- Dipl.-Ing. Daniel Rosenbusch (bis 31.12.2016)
Antragsteller
Projektleiter
Projektbearbeiter
Das Hauptziel der zweiten Förderphase besteht in der Komplexitätssteigerung der schwingungsüberlagerten Blechmassivumformung durch Entwicklung eines mehrstufigen Prozesses, der beide Verfahren aus der ersten Antragsphase in einer Prozesskette zusammenführt und in der letzten Umformstufe eine Kalibrierung des Bauteils ermöglicht. Hierdurch werden zwei verschiedene Nebenformelemente in einem Bauteil zusammengeführt und in der letzten Umformstufe eine Kalibrierung des Bauteils ermöglicht, siehe Abbildung 1.
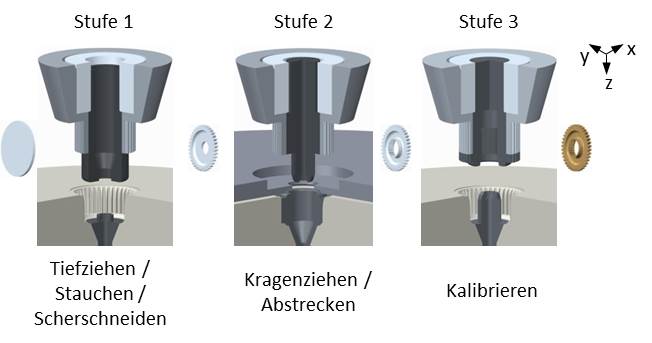
Abb. 1: Exemplarische Prozesskette
Parallel zu der Prozessentwicklung mit Stadienfolge wird in der zweiten Förderphase ein numerisches Modell zur simulationsgestützten Abbildung schwingungsüberlagerter Blechmassivumformprozesse mittels der FEM entwickelt und etabliert, siehe Abbildung 2. Dieses Modell soll die Fließspannung des untersuchten Werkstoffes in Abhängigkeit der Frequenz und Amplitude sowie der auftretenden Temperatur, des Umformgrades und der Umformgeschwindigkeit mit Hilfe schwingungsüberlagerter Grundlagenversuche (Zug- und Stauchversuche) beschreiben.
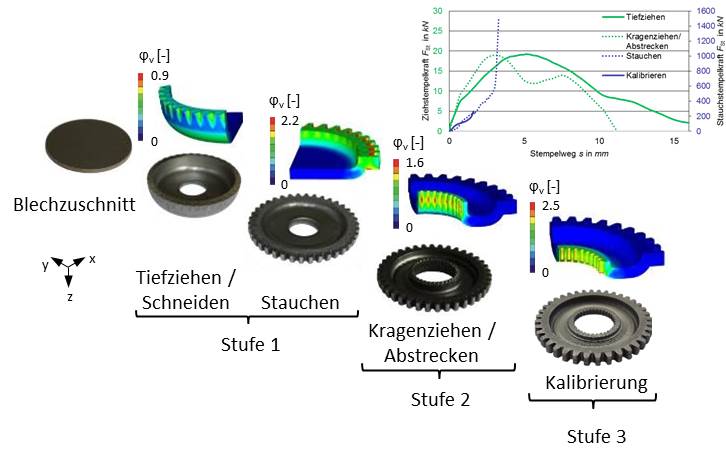
Abb. 2: Stadienfolge
Infolgedessen werden folgenden Teilziele abgeleitet:
- Entwicklung eines mehrstufigen Blechmassivumformprozesses unter Berücksichtigung der Vorarbeit (Scherschneiden) und Nacharbeit (Kalibrieren)
- Erforschung der grundlegenden Parameter zur Beschreibung von schwingungsüberlagerten BMU-Prozessen
- Identifikation der Wechselwirkungen von Frequenz und Amplitude auf mehrstufige BMU-Prozesse
- Prozessoptimierung durch Einsatz von Tailored Blanks und Tailored Surfaces
- Systematische Beurteilung des mehrstufigen Prozesses durch Ursache-Wirkungsketten
Zu Beginn des Projektes steht die Werkstoffcharakterisierung und -modellierung im Vordergrund. Hierfür wird die Schwingeinrichtung aus der ersten Förderphase mit Anpassung der Steuerungskomponenten zur Aufnahme der Kennwerte und Bestimmung der Parameter für den mathematisch-empirischen Berechnungsansatz in den Werkstoffcharakterisierungsprozess mit eingebunden, um die prozessrelevanten Schwingungen auf das Werkstoffverhalten in den Modellversuch zu übertragen. Mithilfe eines Energieansatzes kann die schwingungsabhängige Absenkung der Fließspannung gegenüber konventionell quasistatisch und dynamisch aufgenommenen Kennwerten ermittelt werden. Ferner werden die Temperatureffekte mit berücksichtigt. Außerdem werden im Rahmen dieses Projektes, basierend auf den experimentellen Grundlagenversuchen, bestehende Reibmodelle zur numerischen Abbildung der Schwingungsüberlagerung mit Hilfe der erzielten Ergebnisse des schwingungsüberlagerten Flachstauchversuchs, siehe Abbildung 3, parametrisiert. Zudem ermöglicht der Flachstauchversuch die Klassifizierung von Oberflächenstrukturen und Beschichtungen. Weiterhin werden die entwickelten Modelle mit Hilfe des Energieansatzes parametrisiert und zur Stoffflusssimulation herangezogen. Somit können schwingungsüberlagerte Blechumformprozesse realitätsnah berechnet werden.
Aufbauend auf den Grundlagenuntersuchungen der Blechmassivumformprozesse aus der ersten Phase werden in der zweiten Phase Untersuchungen an einem Prozess evaluiert, der die Herstellung mehrerer Nebenformelente in einem Bauteil mittels eines mehrstufigen Prozesses realisiert.
Um den mathematisch-empirischen Werkstoffansatz einzusetzen, werden Stoff- und Reibgesetzte parametrisiert. Weiterhin werden zur Verifizierung die hergestellten Bauteile umfangreich untersucht. Zusätzlich werden das Gefüge und die Eigenspannungen der Bauteile sowie der Werkstoffcharakterisierungsproben zur Darstellung des Schwingungsüberlagerungseffekts untersucht.
Zur Stofffluss- und Werkzeugoptimierung werden Oberflächenstrukturen und -beschichtungen, die durch den Flachstauchversuch klassifiziert wurden, im Prozess eingesetzt und bezüglich ihrer Zweckmäßigkeit verifiziert. Aufbauend auf den Untersuchungen in der ersten Förderperiode soll ein Anforderungsprofil erstellt werden, das den Einsatz von Tailored Blanks zur Optimierung des Stoffflusses in einem mehrstufigen schwingungsüberlagerten Prozess ermöglicht.
Abschließend werden die Ergebnisse in Ursache-Wirkungsketten dargestellt.
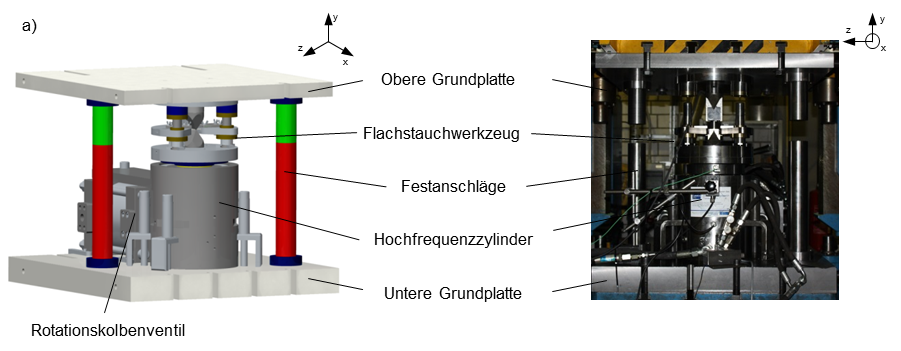
Abb. 3: Werkzeugsystem für schwingungsüberlagerte Flachstauchversuche
Arbeitskreise
- Modellierung und Simulation (Förderperiode 2)
- Qualitätssicherung / Qualitätsmanagement (Förderperiode 2)
- Bauteileigenschaften und Funktion (Förderperiode 2)
- Werkstoffe (Förderperiode 2)
Veröffentlichungen
2016
- Gröbel, D.; Schulte, R.; Hildenbrand, P.; Lechner, M.; Engel, U.; Sieczkarek, P.; Wernicke, S.; Tekkaya, A.; Behrens, B.; Hübner, S.; Vucetic, M.; Koch, S.; Merklein, M.: Manufacturing of functional elements by sheet-bulk metal forming processes. In: Production Engineering, 10(2016)1, S. 63-80
- Behrens, B.; Bouguecha, A.; Vucetic, M.; Chugreev, A.; , .: Advanced Finite Element Analysis of Die Wear in Sheet-Bulk Metal Forming Processes. In: ESAFORM (Hrsg.): (2016), Nante, Frankreich, akzeptiert
- Matthias, S.; Loderer, A.; Koch, S.; Gröne, M.; Kästner, M.; Hübner, S.; Krimm, R.; Reithmeier, E.; Hausotte, T.; Behrens, B.: Metrological solutions for an adapted inspection of parts and tools of a sheet-bulk metal forming process. In: Production Engineering, 10(2016)1, DOI 10.1007/s11740-015-0647-2, S. 51-61
- Isik, K.; Gerstein, G.; Schneider, T.; Schulte, R.; , .; Clausmeyer, T.; Nürnberger, F.; Vucetic, M.; Koch, S.; Hübner, S.; Behrens, B.; Tekkaya, A.; Merklein, M.: Investigations of ductile damage during the process chains of toothed functional components manufactured by sheet-bulk metal forming. In: Production Engineering, 10(2016)1, S. 5-15
2015
- Behrens, B.; Hübner, S.; Vucetic, M.; Koch, S.; Denkena, B.; Grove, T.; Lucas, H.; Tillmann, W.; Stangier, D.; Hausotte, T.; Loderer, A.: Prozessauslegung und Untersuchung von geschliffenen und CrAlN / CrAlCN-beschichteten Werkzeugoberflächen mittels schwingungsüberlagertem Flachstauchversuch für die Blechmassivumformung. In: Tekkaya, A. E.; Liewald, M.; Merklein, M.; Behrens, B.-A (Hrsg.): Tagungsband zum 18. Workshop Simulation in der Umformtechnik & 3. Industriekolloquium Blechmassivumformung 2015 - DFG Transregio 73, (2015), Aachen: Shaker Verlag, S. 173 - 192
- Behrens, B.; Bouguecha, A.; Vucetic, M.; Hübner, S.; , .; Koch, S.: Numerical and experimental investigations of multistage sheet-bulk metal forming process with compound press tools. In: Key Engineering Materials, 651(2015), Trans Tech Publications, Switzerland, S. 1153-1158
- Koch, S.; Vucetic, M.; Hübner, S.; Behrens, B.: Superimposed oscillating and non-oscillating ring compression tests for sheet-bulk metal forming technology. In: Advanced Materials Research, 794(2015), Trans Tech Publications, Switzerland, S. 89-96
2014
- Behrens, B.; Hübner, S.; Bouguecha, A.; Gribic, N; Vucetic, M.: Comparison of determination of biaxial true stress – true strain curves by the use of plane strain compression test and bulge test. In: AIP Publishing, 1567(2014)1, AIP Conference Proceedings , S. 650-653
2013
- Salfeld, V.; Krimm, R.; Hübner, S.; Vucetic, M.: Sheet-Bulk Metal Forming of Symmetric and Asymmetric Parts. In: Advanced Materials Research, 769(2013), Switzerland: Trans Tech Publication, S. 229-236
- Behrens, B.; Hübner, S.; Vucetic, M.: Verfahren zur Herstellung eines Bauteils und kombiniertes Umformwerkzeug dafür. In: Patent: WO 2013017659 A1, (2013), veröffentlicht
- Behrens, B.; Hübner, S.; Vucetic, M.: Influence of Superimposing of Oscillation on Sheet-Bulk Metal Forming. In: Key Engineering Materials, 554(2013), Trans Tech Publications, Switzerland, S. 1484-1489
Vorträge
2015
- 26.02.2015: Koch, S.: Prozessauslegung und Untersuchung von geschliffenen und CrAlN / CrAlCN-beschichteten Werkzeugoberflächen mittels schwingungsüberlagertem Ringstauchversuch für die Blechmassivumformung, Dortmund
- 13.04.2015: Koch, S.: Numerical and experimental investigations of a multistage sheet-bulk metal forming process with compound press tools, Graz, Österreich
- 08.09.2015: Koch, S.: Superimposed oscillating and non-oscillating ring compression tests for sheet-bulk metal forming technology, Hamburg
2014
- 09.01.2014: Vucetic, M.: Comparison of determination of biaxial true stress – true strain curves by the use of plane strain compression test and bulge test, Melbourne, Australia
2013
- 23.04.2013: Vucetic, M.: Influence of Superimposing of Oscillation on Sheet-Bulk Metal Forming, Aveiro, Portugal

