


")
")
B3 - Oberflächenstrukturen
Erzeugung definierter Oberflächenstrukturen durch simulationsbasierte Prozess- und Werkzeugauslegung für das Fräsen von Freiformflächen
Projektstatus: abgeschlossen
Letztes Update: 02.10.2020
Mitglieder
- Prof. Dr.-Ing. Dirk Biermann (bis 31.03.2021)
- Prof. Dr.-Ing. Dirk Biermann (bis 31.03.2021)
- M.Sc. Jonas Baumann (bis 30.12.2020)
Antragsteller
Projektleiter
Projektbearbeiter
Das Fräsen von Formwerkzeugen sowohl für die Blech- als auch für die Massivumformung hat sich durch die Entwicklung besserer Maschinen, Werkzeuge und Schneidstoffe gegenüber dem alternativen Verfahren des Erodierens als vorteilhaft weitgehend durchgesetzt. Neben der kürzeren Hauptzeit und der wesentlich besseren Oberflächenqualität steht die Flexibilität des Fräsprozesses im Vordergrund. So können bereits gefertigte Formen relativ einfach verändert oder nachgesetzt werden. Gerade bei einer geringen Stückzahl zu fertigender Formwerkzeuge ist das Fräsen ein sehr effizienter Prozess. Dieses Teilprojekt beschäftigt sich mit der Erstellung der Formwerkzeuge für die im SFB/TRR 73 zu erforschenden Blechmassivumformung. Durch die komplexen Wirkzusammenhänge zwischen Werkzeugform, Werkstoffverhalten und Oberflächenbeschaffenheit kommt der Herstellung von prozessfähigen Formwerkzeugen eine besondere Bedeutung zu. Neben der eigentlichen geometrischen Form des Werkzeugs und der dynamischen Prozesskräfte soll der Materialfluss während des Umformprozesses durch eine gezielte Oberflächenstrukturierung auf dem Formwerkzeug gesteuert und optimiert werden.
Das Aufbringen von Strukturen auf Umformwerkzeuge wird bislang mit unterschiedlichen Methoden geometrisch bestimmt oder unbestimmt als zusätzlicher Bearbeitungsschritt durchgeführt. Das Fräsen erzeugt aber durch den unterbrochenen Schnitt, den diskreten Bahnabstand und den eingestellten Zahnvorschub von sich aus bereits eine Oberflächenstruktur. Eine in diesem Projekt qualifizierte Simulationsumgebung kann Oberflächen, die beim Fräsen entstehen, vorhersagen. So ist es möglich, die Parameter der NC-Programme für das Fräsen von Umformwerkzeugen so einzustellen, dass in tribologischer Hinsicht günstige Strukturen auf dem Umformwerkzeug erzeugt werden. Auf diese Weise wird abhängig von der Ausprägung der Strukturierung der Stofffluss des Werkstoffs bei der Umformung gebremst oder beschleunigt. Weiterhin kann so einer unzureichenden Formfüllung von Nebenform- und Funktionselementen oder auch einem Untermaß des umgeformten Bauteils entgegengewirkt werden.
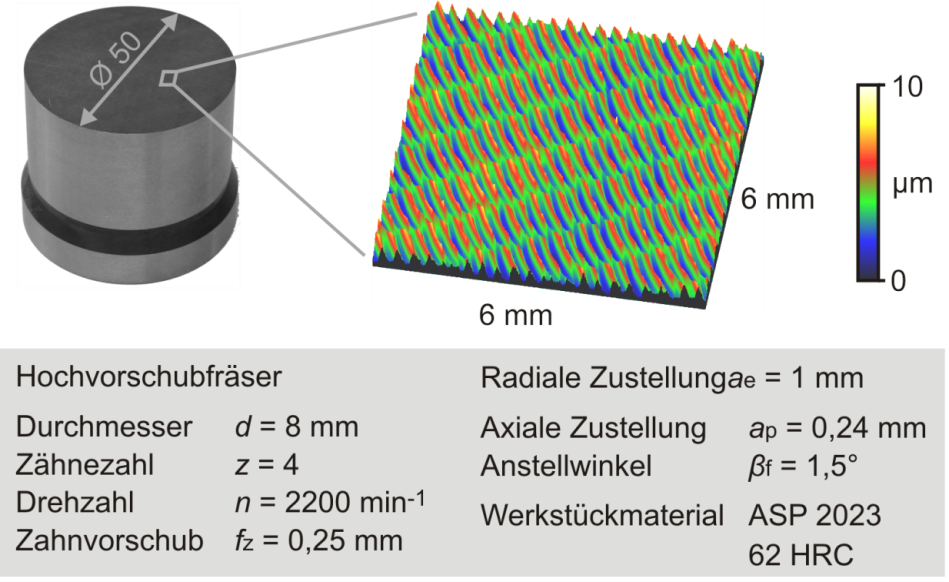
Der Einsatz des Hochvorschubfräsens ermöglicht ein breiteres Spektrum an Strukturen, wodurch diese auch für das Fräsen von Freiformflächen erschlossen werden können. Zum Einsatz kommen dabei konventionelle Hochvorschubfräser unterschiedlicher Ausführungen.
Durch hohen Zahnvorschübe und die besondere Gestalt der Fräswerkzeuge entsteht bei der Bearbeitung mit diesen Werkzeugen immer eine strukturierte Oberfläche (Abb.). Die geeignete Auslegung der Fräswerkzeuge sowie die Auswirkung des Einsatzverhaltens von strukturierten Oberflächen auf Umformwerkzeuge ist aktueller Bestandteil der Forschungen.
Veröffentlichungen
2020
- Tillmann, W.; Stangier, D.; Hagen, L.; Biermann, D.; Freiburg, D.; , .: Tribological investigation of surface structures processed by high-feed milling in HVOF sprayed WC-12Co coatings. In: Surface & Coatings Technology, 395(2020), S. 125945
- Behrens, B.; Tillmann, W.; Biermann, D.; Hübner, S.; Stangier, D.; Freiburg, D.; , .; Koch, S.; Rosenbusch, D.; , .: Influence of Tailored Surfaces and Superimposed-Oscillation on Sheet-Bulk Metal Forming Operations. In: Journal of Manufacturing Materials Processing, 4(2020), S. 41
2019
- Löffler, M.; Schulte, R.; Freiburg, D.; Biermann, D.; Stangier, D.; Tillmann, W.; Merklein, M.: Control of the Material flow in sheet-bulk metal forming using modifications of the tool surface. In: International Journal of Material Forming, 12(2019), S. 17-26
- Freiburg, D.; Aßmuth, R.; Garcia Carballo, R.; Biermann, D.; Henneberg, J.; Merklein, M.: Adaption of tool surface for sheet-bulk metal forming by means of pressurized air wet abrasive jet machining. In: Production Enginieering, 13(2019), S. 71-77
- Freiburg, D.: Hochvorschubfräsen zur Strukturierung von Werkzeugoberflächen für die Blechmassivumformung. In: Prof. Dr.-Ing. Prof. h.c. Dirk Biermann (Hrsg.): Dissertation Freiburg, D., 1(2019)1, Essen: Vulkan Verlag GmbH, veröffentlicht
2017
- Freiburg, D.; Löffler, M.; Merklein, M.; Biermann, D.: Surface structuring of forming tool surfaces by high feed milling. In: WGP Jahreskongress, (2017), veröffentlicht
Vorträge
2019
- 10.04.2019: Freiburg, D.: Oberflächenstrukturen in der spanenden Fertigung, DGM Fortbildungsseminar Moderne Hochleistungswerkstoffe spanend bearbeiten, Dortmund
2018
- 17.09.2018: Freiburg, D.: Simulationsbasierte Werkzeugentwicklung zur Oberflächenstrukturierung von Werkzeugen der Blechmassivumformung, Metal Forming, Toyohashi, Japan
2017
- 05.04.2017: Freiburg, D.: Oberflächenstrukturierung in der Spanenden Fertigung, DGM Fortbildungsseminar Moderne Hochleistungswerkstoffe spanend bearbeiten, Dortmund
- 06.10.2017: Freiburg, D.: Oberflächenstrukturierung von Umformwerkzeugen mittels Hochvorschubfräsen, 7. WGP-Jahreskongress, Aachen
2014
- 25.06.2014: Freiburg, D.: Entwicklung und Analyse von Oberflächenstrukturen zur Transplantation von thermisch gespritzten Schichten, Procedia CIRP, HPC, Berkeley

