


")
")
B8 - Schleifstrategien (Förderperiode 2)
Schleifstrategien zur lokalen, belastungsorientierten Randzonenmodifikation von Blechmassivumformwerkzeugen
Projektstatus: abgeschlossen
Letztes Update: 23.01.2017
Mitglieder
- Prof. Dr.-Ing. Berend Denkena
- Prof. Dr.-Ing. Berend Denkena
- Dipl.-Ing. Henning Lucas (bis 31.07.2019)
- Dipl.-Ing. Leif Behrens (bis 31.07.2013)
Antragsteller
Projektleiter
Projektbearbeiter
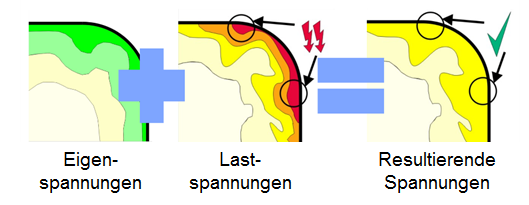
Bei der Blechmassivumformung liegen während des Formgebungsprozesses in der Regel gleichzeitig zwei- und dreiachsige Spannungs- und Formänderungszustände im Werkzeug vor. Hierdurch treten auch im Umformwerkzeug lokal variierende Zug- und Drucklastspannungen auf, die sich mit den herstellungsbedingten Eigenspannungen in der Randzone des Werkzeugs überlagern. Bei ungünstigen Eigenspannungszuständen kann diese Überlagerung zu vorzeitiger Ermüdung oder Versagen funktionsrelevanter Bereiche führen. Das Schleifen der Werkzeuge gilt als der qualitätsbestimmende Fertigungsschritt in der Herstellung von Blechmassivumformwerkzeugen, so dass der in diesem Prozess eingestellte Randzonenzustand maßgeblich für das Einsatzverhalten der Werkzeuge ist. Deshalb ist es das Ziel dieses Teilprojekts, über schleiftechnisch definiert und lokal eingebrachte Eigenspannungen die Lebensdauer von Umformwerkzeugen für die Blechmassivumformung signifikant zu steigern und/oder die Prozesssicherheit zu erhöhen.
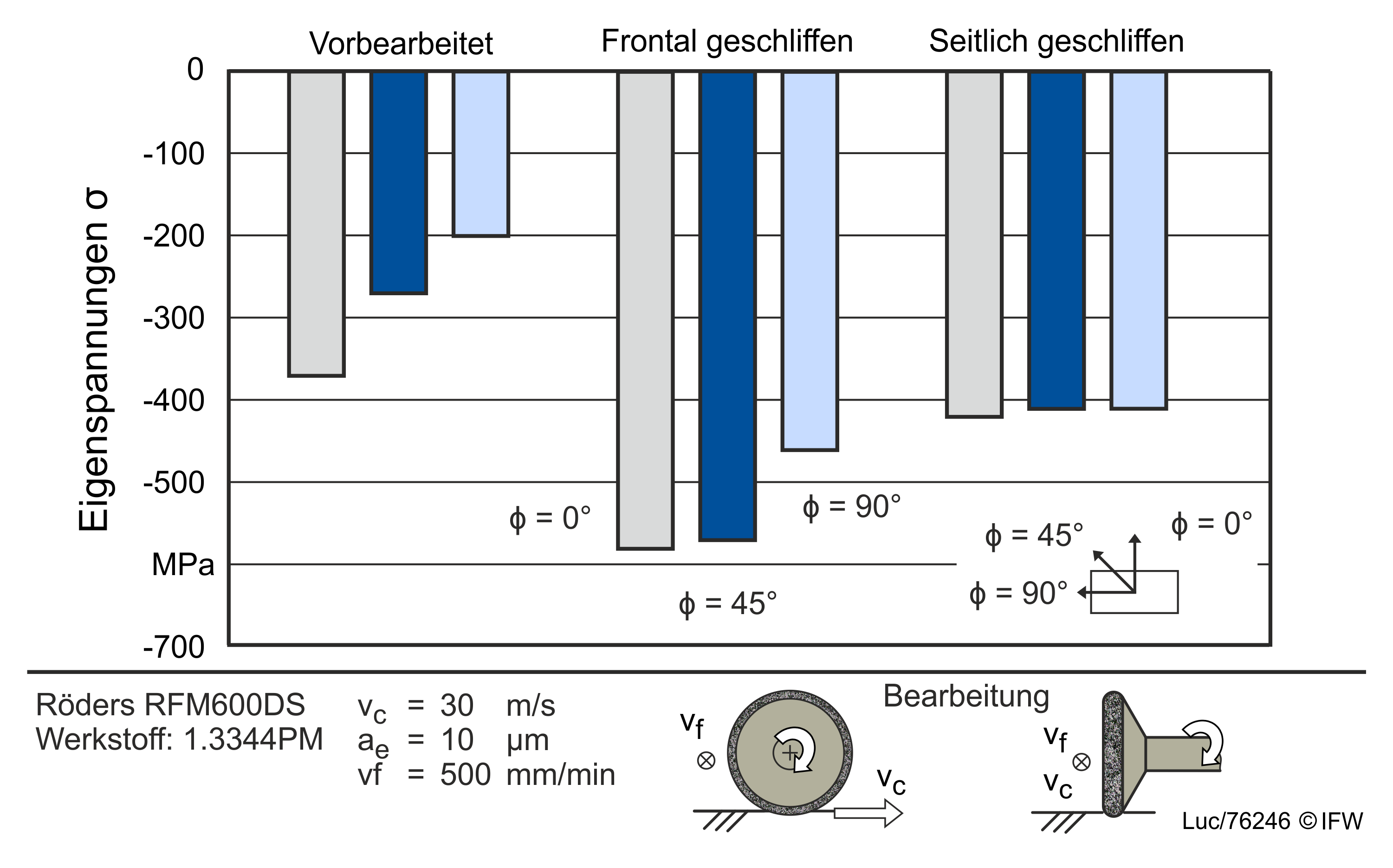
Das Formschleifen der BMU-Werkzeuge erfolgt mittels torischer Schleifstifte. Beim Schleifen mit torischen Schleifstiften werden zwei Prozessstrategien unterschieden, frontales und seitliches Schleifen. Beim frontalen Schleifen sind Vorschub- und Schnittrichtung quer zu einander, beim seitlichen Schleifen sind Vorschub- und Schnittrichtung parallel. Abbildung 2 zeigt die Auswirkungen der beiden Strategien auf die Eigenspannungen in der Randzone. Beide Schleifprozesse erhöhen die bereits durch den konventionellen Planschleifprozess eingebrachten Druckeigenspannungen. Abhängig von der Strategie und den Prozessparametern beim Schleifen mit torischen Schleifstiften ändert sich jedoch nicht nur der Absolutwert der Eigenspannungen, sondern auch die Richtung der Hauptspannungen. Das Frontalschleifen bringt tendenziell höhere Druckeigenspannungen als das Seitwärtsschleifen ein. Die Kenntnis dieser Zusammenhänge ermöglicht die lokale Anpassung der Schleifstrategien auf den gewünschten Eigenspannungszustand. Hierzu kooperiert das TP B8 mit den umformtechnologischen Teilprojekten A1, A2 und A4, welche die vorliegenden Lastspannungen, sowie erforderliche Oberflächenqualitäten bei der Blechmassivumformung als Richtwerte zur Verfügung stellen.
Zudem steht die Untersuchung der Entwicklung der Eigenspannungen in der Randzone über alle oberflächenschaffenden Fertigungsschritte im Fokus. Die unterschiedlichen im TR73 untersuchten Fertigungsprozesse zur Beschichtung und Oberflächenstrukturierung bringen ebenfalls Eigenspannungen in die Werkzeugrandzone ein. In Kooperation mit den Teilprojekten B2, B3, B4 und B5 werden diese Eigenspannungen untersucht um den gesamten Werkzeugfertigungsprozess letztlich so auslegen zu können, dass die gewünschten Eigenspannungen im fertigen Werkzeug eingebracht sind.
Arbeitskreise
Veröffentlichungen
2016
- Denkena, B.; Grove, T.; Lucas, H.; Tillmann, W.; Stangier, D.: Influence of PVD-coating manufacturing steps on the subsurface integrity of hardened and soft AISI M3:2 high speed steel. In: Bobzin, K.; Bouzakis, K.-D.; Denkena, B.; Maier, H.J.; Merklein, M. (Hrsg.): Proceedings THE "A" Coatings, (2016), PZH Verlag, S. 23-30
- Denkena, B.; Grove, T.; Lucas, H.: Influences of Grinding with Toric CBN Grinding Tools on Surface and Subsurface of 1.3344 PM Steel. In: Journal of Materials Processing Technology, 229(2016), S. 541-548
- Tillmann, W.; Stangier, D.; Denkena, B.; Grove, T.; Lucas, H.: Influence of PVD-coating technology and pretreatments on residual stresses for sheet-bulk metal forming tools. In: Special Issue: Production Engineering, 10(2016)1, Springer, S. 17-24
- Löffler, M.; Engel, U.; Schulte, R.; Gröbel, D.; Krebs, E.; Freiburg, D.; Biermann, D.; Stangier, D.; Tillmann, W.; Weikert, T.; Wartzack, S.; Tremmel, S.; Lucas, H.; Denkena, B.; Merklein, M.: Tribological measures for controlling material flow in sheet-bulk metal forming. In: Production Engineering, 10(2016), S. 459-470
2015
- Behrens, B.; Hübner, S.; Vucetic, M.; Koch, S.; Denkena, B.; Grove, T.; Lucas, H.; Tillmann, W.; Stangier, D.; Hausotte, T.; Loderer, A.: Prozessauslegung und Untersuchung von geschliffenen und CrAlN / CrAlCN-beschichteten Werkzeugoberflächen mittels schwingungsüberlagertem Flachstauchversuch für die Blechmassivumformung. In: Tekkaya, A. E.; Liewald, M.; Merklein, M.; Behrens, B.-A (Hrsg.): Tagungsband zum 18. Workshop Simulation in der Umformtechnik & 3. Industriekolloquium Blechmassivumformung 2015 - DFG Transregio 73, (2015), Aachen: Shaker Verlag, S. 173 - 192
- Lucas, H.; Denkena, B.; Grove, T.; Krebs, E.; Kersting, P.; Freiburg, D.; Biermann, D.: Analysis of Residual Stress States of Structured Surfaces Manufactured by High-Feed and Micromilling. In: HTM Journal of Heat Treatment and Materials, 70(2015)4, S. 183-189
2014
- Denkena, B.; Grove, T.; Lucas, H.: Interaction of Load and Residual Stresses in Sintered 1.3344 High Speed Steel. In: Advanced Materials Research, 1018(2014), S. 145-152
2013
- Vierzigmann, U.; Schneider, T.; Koch, J.; Merklein, M.; Engel, U.; Hense, R.; Biermann, D.; Krebs, E.; Kersting, P.; Lucas, H.; Denkena, B.; Herper, J.; Tillmann, W.; Stangier, D.: Untersuchungen von Tailored Surfaces für die Blechmassivumformung mittels angepasstem Ringstauchversuch. In: Merklein, M.; Behrens, B. A., Tekkaya, A. E. (Hrsg.): 2. Workshop Blechmassivumformung, (2013), Bamberg: Meisenbach, S. 137-162
Vorträge
2016
- 31.03.2016: Denkena, B.; Grove, T.; Lucas, H.; Tillmann, W.; Stangier, D.: Influence of PVD-coating manufacturing steps on the subsurface integrity of hardened and soft AISI M3:2 high speed steel, Hannover
2013
- 13.11.2013: Koch, J.: Untersuchung von Tailored Surfaces für die Blechmassivumformung mittels angepasstem Ringstauchversuch, Erlangen

