


")
")
B8 - Schleifstrategien
Schleifstrategien zur lokalen, belastungsorientierten Randzonenmodifikation von Blechmassivumformwerkzeugen
Projektstatus: abgeschlossen
Letztes Update: 19.10.2020
Mitglieder
- Prof. Dr.-Ing. Berend Denkena
- Prof. Dr.-Ing. Berend Denkena
- M. Sc. Michael Keitel
- Dipl.-Ing. Henning Lucas (bis 31.07.2019)
Antragsteller
Projektleiter
Projektbearbeiter
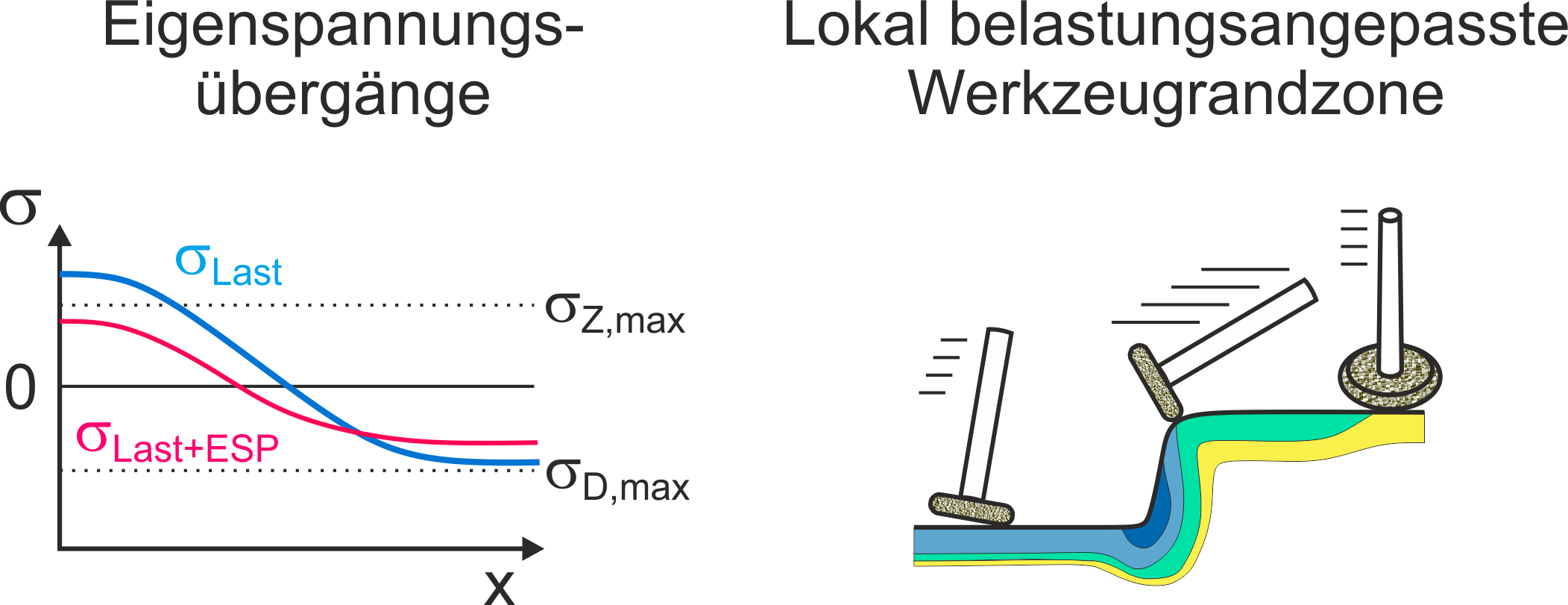
Bei der Blechmassivumformung (BMU) treten während des Umformvorgangs lokal stark unterschiedliche Druck- und Zugbelastungen des Umformwerkzeugs auf. In Überlagerung mit diesen Lastspannungen können die fertigungsbedingten Randzoneneigenspannungen im Werkzeug die Ermüdung funktionsrelevanter Bereiche begünstigen oder verzögern. Speziell bei der BMU ist eine lokale Optimierung dieser Randzoneneigenschaften zwingend erforderlich, um den hohen auftretenden Belastungen standzuhalten und den BMU-Vorgang prozesssicher zu gestalten. Der Formschleifprozess als einer der letzten und damit qualitätsbestimmenden Fertigungsschritte kann genutzt werden, um die fertigungsbedingten Randzoneneigenschaften gezielt auf die später im Umformprozess herrschenden Spannungszustände anzupassen. Das Ziel dieses Teilprojekts ist es entsprechend, die Lebensdauer von Blechmassivumformwerkzeugen durch lokal eingebrachte Eigenspannungen signifikant zu steigern und so die Prozesssicherheit des Umformprozesses zu gewährleisten.
Die grundlegenden Zusammenhänge zwischen dem Schleifprozess und den sich ausbildenden Randzoneneigenspannungen standen im Fokus der Untersuchungen in der ersten Projektphase (zweite Antragsphase des SFB TRs). Es wurden drei Haupteinflussgrößen identifiziert und ein empirisches Modell hergeleitet. Dieses kann genutzt werden, um ein gewünschtes Eigenspannungsprofil durch den Schleifprozess einzubringen. Das Hauptziel für die dritte Förderperiode ist es, die notwendigen wissenschaftlichen Erkenntnisse für die prozesssichere Herstellung und Regeneration von Blechmassivumformwerkzeugen mit optimierten Randzoneneigenschaften zu erarbeiten.
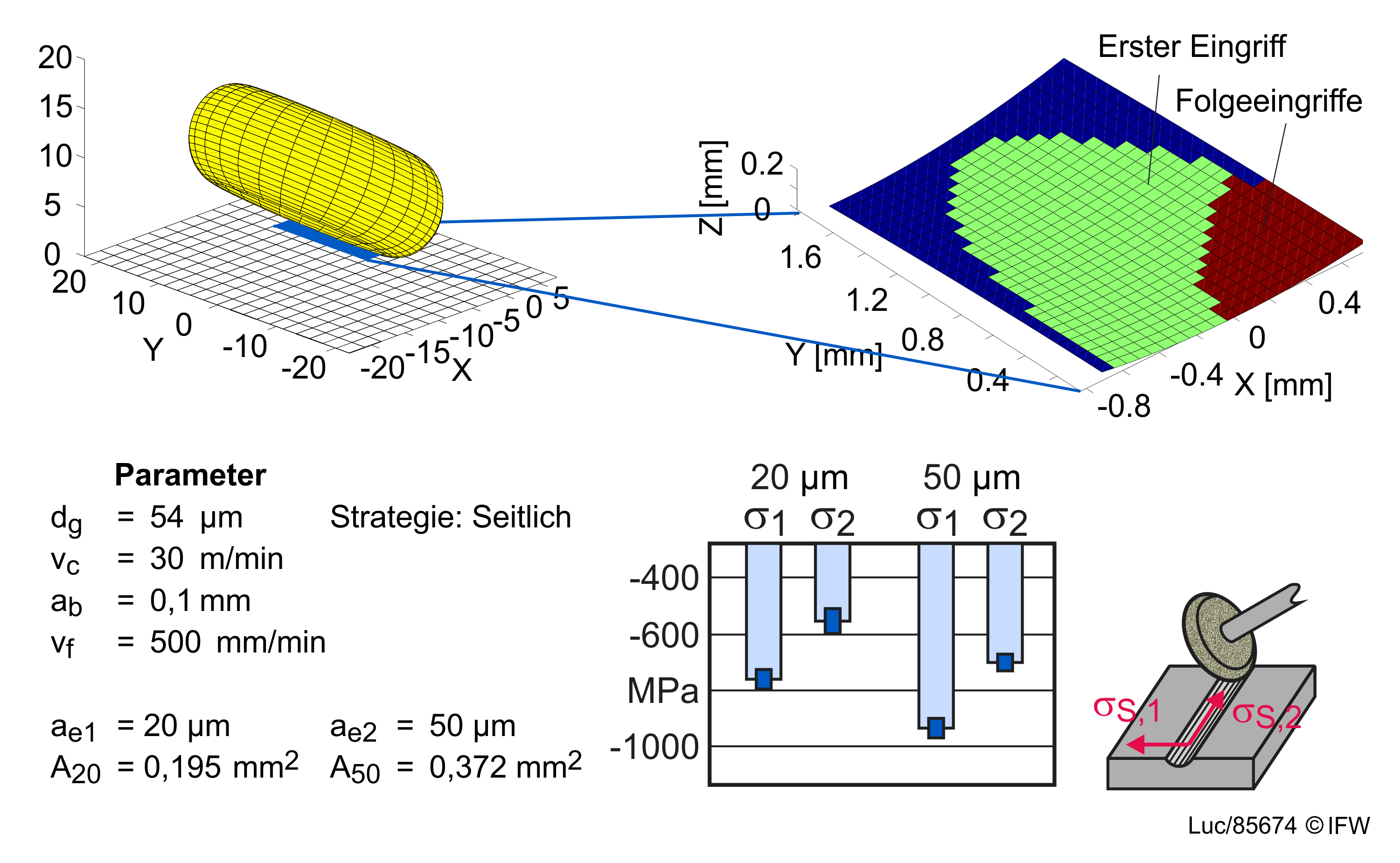
Hierfür müssen folgende Erkenntnisse erarbeitet werden: Als erstes Teilziel müssen die Einflüsse der Kontaktzone zwischen Schleifwerkzeug und Werkstück auf die resultierenden Randzoneneigenschaften geklärt werden. Die Kontaktzone variiert je nach Bahnabstand, Zustellung und Anstellwinkel der torischen Werkzeuge und muss bei der Fertigung der Werkstücke berücksichtigt werden. Das zweite Teilziel liegt in der Erarbeitung von Erkenntnissen über die Ausbildung von Randzonenübergängen zwischen zwei unterschiedlich bearbeiteten Werkstückbereichen. Die Belastungen des Umformprozesses wechseln nicht abrupt von einem Bereich in den anderen. So ist die Fertigung eines kontinuierlichen, über alle Bereiche der Belastung angepassten Eigenspannungsprofils notwendig. Drittens muss die Prozesssicherheit des Schleifprozesses gewährleistet werden. Dies erfolgt, indem fertigungsbedingte Schwankungen der Schleifwerkzeuge sowie deren Verschleißverhalten untersucht und durch entsprechende Abrichtstrategien kompensiert werden. Das vierte Teilziel ist die Anpassung des Fertigungsprozesses auf Grund der Armierung der BMU-Werkzeuge. Durch die Vorspannung mittels einer Armierung kann es zu Wechselwirkungen mit dem Fertigungsprozess kommen. Diese Wechselwirkungen werden untersucht und die Fertigungsstrategien entsprechend angepasst. Sind diese vier Teilziele erreicht, werden alle Erkenntnisse im fünften Teilziel, der computergesteuerten Bahnplanung für lokal angepasste Randzonenoptimierung, gebündelt. Für die Fertigung von komplexen Geometrien, wie sie in der BMU vorkommen, ist eine computerunterstützte Bahnplanung unabdinglich. Diese Bahnplanung muss jedoch unter Berücksichtigung der geforderten, lokalen Randzoneneigenschaften erfolgen. Als letztes Teilziel erfolgt die Anpassung der Schleifstrategie als Regenerationsmaßnahme von Werkzeugkomponenten mit verschlissener Hartstoffschicht. Hierfür muss nicht nur die Hartstoffschicht entfernt, sondern auch angepasst an die Belastungshistorie, das Substrat wieder mit optimierten Randzoneneigenschaften versehen werden, bevor eine erneute Beschichtung erfolgen kann.
Arbeitskreise
Veröffentlichungen
2021
- Denkena, B.; Krödel-Worbes, A.; Keitel, M.; Wolters, P.: Influence of dressing strategy on tool wear and performance behavior in grinding of forming tools with toric grinding pins. In: Production Engineering, (2021), S. 1-10
- Keitel, M.; Denkena, B.; Krödel-Worbes, A.: Grinding Strategies for Local and Stress Orientated Subsurface Modification of Sheet-Bulk Metal Forming Tools. In: M. Merklein, A.E. Tekkaya, B.-A. Behrens (Hrsg.): Sheet Bulk Metal Forming - Research Results of the TCRC73, (2021), Springer Nature Switzerland AG, S. 286-306
2020
- Denkena, B.; Breidenstein, B.; Lucas, H.; Keitel, M.; Tillmann, W.; Stangier, D.: Influence of Residual Stresses in heat-treated High-Speed Steels on the Adhesion of CrAlN Coatings. In: Journal of Heat Treatment and Materials, 75(2020), S. 163-176
- Denkena, B.; Krödel-Worbes, A.; Keitel, M.: Schleifstrategien zur lokalen, belastungsorientierten Randzonenmodifikation von Blechmassivumformwerkzeugen. In: Bernd-Arno Behrens (Hrsg.): Aktuelle Entwicklungen im Bereich der Umformtechnik - 23. Umformtechnisches Kolloquium Hannover 04. und 05. März 2020, (2020), Hannover: TEWISS, S. 180-181
2019
- Denkena, B.; Grove, T.; Wolters, P.; Lucas, H.: Werkzeugstandzeiten durch Formschleifen verbessern. In: MM Maschinenmarkt, 7(2019), S. 48-53
- Henneberg, J.; Lucas, H.; Denkena, B.; Merklein, M.: Investigation on the Tribological Behavior of Tool-sided Tailored Surfaces for Controlling the Material Flow in Sheet-Bulk Metal Forming. In: AIP Conference Proceedings 2113 (Hrsg.): Proceedings of the 22nd International ESAFORM Conference on Material Forming, (2019), S. 1-6
- Lucas, H.; Denkena, B.; Grove, T.: Funktionalisierung von Randzonen - Potentiale für die Blechmassivumformung. In: M. Merklein, B.-A. Behrens, A. E. Tekkaya (Hrsg.): 4. Workshop Blechmassivumformung: Umformtechnische Herstellung von komplexen Funktionsbauteilen mit Nebenformelementen aus Feinblechen, (2019), Erlangen: FAU University Press, S. 111-129
2018
- Grove, T.; Lucas, H.; Denkena, B.: Residual stresses in grinding of forming tools with toric grinding pins. In: Procedia CIRP, 71(2018), S. 354-357

